গরম ঘূর্ণিত স্লিটিং লাইনধাতব প্রক্রিয়াকরণ শিল্পে ব্যাপকভাবে ব্যবহৃত একটি গুরুত্বপূর্ণ উত্পাদন সরঞ্জাম। এর প্রধান কাজটি হ'ল দৈর্ঘ্যের দিকের সাথে প্রয়োজনীয় প্রস্থের একাধিক স্ট্রিপগুলিতে আরও বিস্তৃত হট-রোলড ধাতব কয়েল কেটে ফেলা। এই স্ট্রিপগুলি সাধারণত পরবর্তী রোলিং, ব্ল্যাঙ্কিং, ঠান্ডা নমন এবং স্ট্যাম্পিং প্রক্রিয়াগুলিতে ব্যবহৃত হয় এবং বিভিন্ন শিল্প পণ্যগুলির জন্য প্রাথমিক উপকরণে পরিণত হয়। এই নিবন্ধটি ওয়ার্কফ্লো, প্রযুক্তিগত পরামিতি, সাধারণ অপারেটিং সমস্যা এবং হট রোলড স্লিটিং মেশিনের সমাধানগুলি বিশদভাবে প্রবর্তন করবে। আপনার যদি আরও পরামিতি বা ভিডিও তথ্য পেতে হয় তবে কিংরিয়াল স্টিল স্লিটারের সাথে পরামর্শ করতে স্বাগতম!

হট রোলড প্লেটগুলি হ'ল ইস্পাত প্লেট বা স্ট্রিপ যা গরম করার পরে ঘূর্ণিত হয়। এর প্রধান সুবিধাগুলির মধ্যে রয়েছে:
উচ্চ দৃ ness ়তা: গরম ঘূর্ণিত প্লেটগুলি উচ্চ তাপমাত্রায় প্রক্রিয়াজাত করা হয়, যা কিছু অভ্যন্তরীণ চাপ দূর করতে পারে এবং উপাদানের দৃ ness ়তা উন্নত করতে পারে।
ব্যয়-কার্যকারিতা: ঠান্ডা রোলড প্লেটের সাথে তুলনা করে, হট-রোলড প্লেটের উত্পাদন ব্যয় কম থাকে এবং এটি বৃহত আকারের উত্পাদনের জন্য উপযুক্ত।
উচ্চ উত্পাদন দক্ষতা: হট রোলড স্লিটিং মেশিনগুলি বাজারের চাহিদা পরিবর্তনের সাথে খাপ খাইয়ে নিতে প্রয়োজনীয় প্রস্থে দ্রুত এবং দক্ষতার সাথে বড় কয়েলগুলি কেটে ফেলতে পারে।
এই বৈশিষ্ট্যগুলির কারণে, হট-রোলড প্লেটগুলি বিল্ডিং স্ট্রাকচার, ভারী যন্ত্রপাতি উত্পাদন এবং অন্যান্য ক্ষেত্রগুলিতে ব্যাপকভাবে ব্যবহৃত হয়েছে।
|
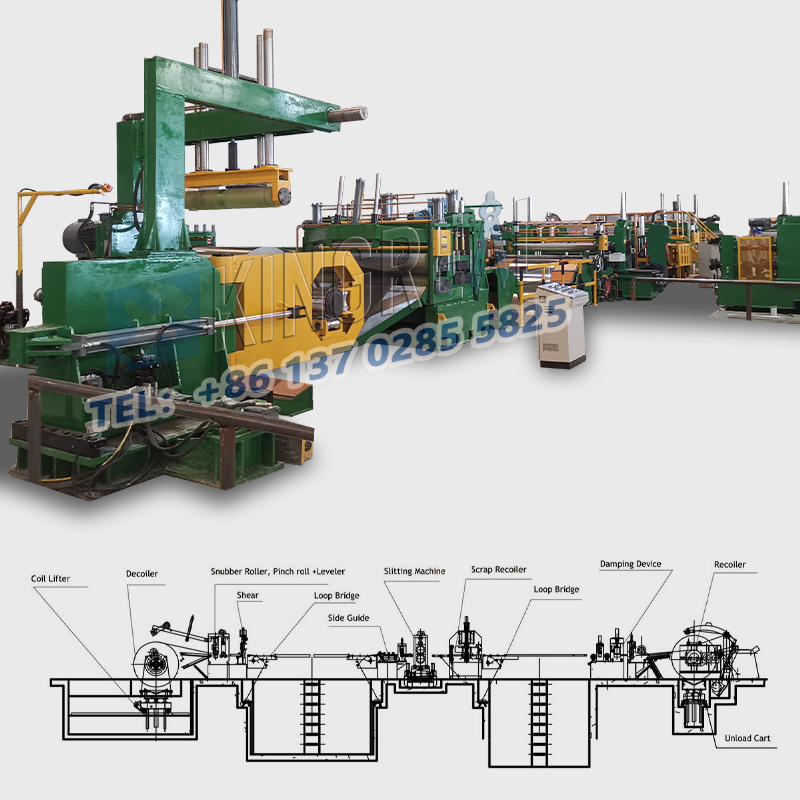
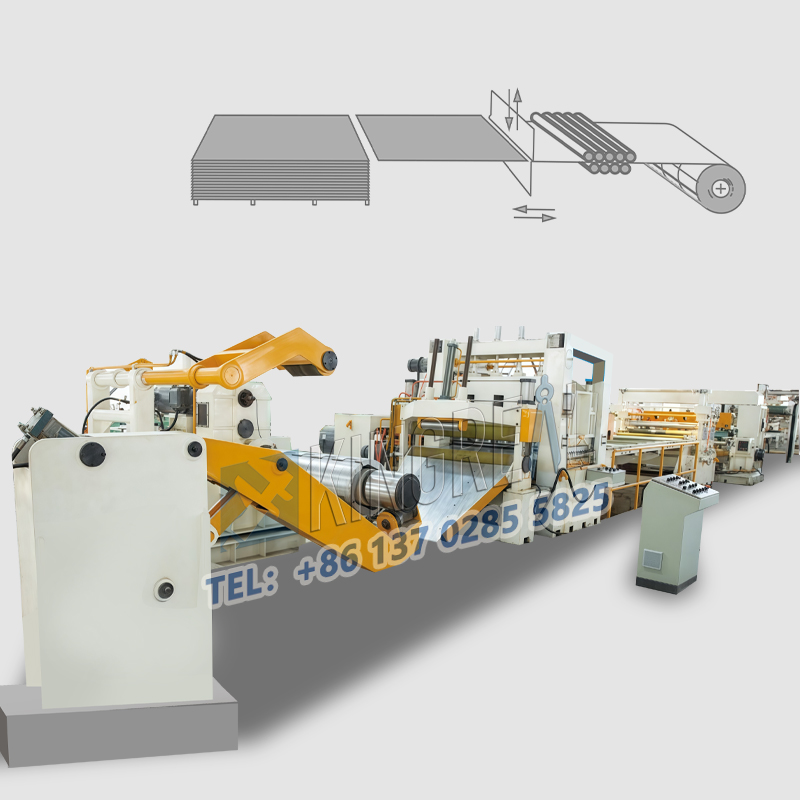
জন্য লোড হচ্ছেগরম ঘূর্ণিত স্লিটিং লাইন: অপারেটর হট রোলড কয়েলটি ডেকোইলার ম্যান্ড্রেলে খাওয়ায়। হট রোলড স্লিটিং মেশিনের জন্য আনকোলিং: ডেকোয়েলার মূল কয়েলটি খুলে দেয় এবং স্টিলটিকে স্লিটিং হেডে খাওয়ায়। গরম ঘূর্ণিত স্লিটিং লাইনের জন্য স্লিটিং: স্লিটিং হেডে, স্টিলটি একটি ঘোরানো ব্লেড দ্বারা একাধিক সরু স্ট্রিপগুলিতে কাটা হয়। হট রোলড স্লিটিং মেশিনের জন্য পরিদর্শন: নির্দিষ্টকরণের প্রস্থ এবং প্রান্তের শর্তটি প্রয়োজনীয়তা পূরণ করে তা নিশ্চিত করার জন্য অপারেটর প্রতিটি স্ট্র্যান্ড পরিদর্শন করে। হট রোলড স্লিটিং লাইনের জন্য স্ট্রেস রিলিফ: স্ট্র্যান্ডগুলি স্লিট করার পরে উপাদানের চাপ দূর করতে এবং বাঁকানো ছাড়াই রিওয়াইন্ডিং নিশ্চিত করার জন্য অ্যানুলার পিটগুলির মধ্য দিয়ে যায়। বান্ডিলিং এবং প্যাকেজিং: গ্রাহকের প্রয়োজনীয়তা অনুসারে প্রতিটি স্ট্র্যান্ড বান্ডিল এবং প্যাকেজ করুন। |
 |
মডেল
মডেল 1
মডেল 2
মডেল 3
মডেল 4
মূল কয়েল
হট-রোলড প্লেট
হট-রোলড প্লেট
হট-রোলড প্লেট
হট-রোলড প্লেট
উপাদান বেধ
0.8 মিমি -6।0 মিমি
0.8 মিমি -6.0 মিমি
2.0 মিমি -12.0 মিমি
3.0 মিমি -16.0 মিমি
উপাদান প্রস্থ
1600 মিমি (সর্বোচ্চ)
1800 মিমি (সর্বোচ্চ)
2000 মিমি (সর্বোচ্চ)
2200 মিমি (সর্বোচ্চ)
কয়েল ওজন
30টন (সর্বোচ্চ)
30টন (সর্বোচ্চ)
30টন (সর্বোচ্চ)
30টন (সর্বোচ্চ)
প্রস্থ নির্ভুলতা
± 0.15 মিমি
± 0.15 মিমি
± 0.2 মিমি
± 0.3 মিমি
ইউনিট গতি
120 মি/মিনিট (সর্বোচ্চ)
120 মি/মিনিট (সর্বোচ্চ)
80 মি/মিনিট (সর্বোচ্চ)
60 মি/মিনিট (সর্বোচ্চ)
|
① উচ্চ দক্ষতা স্লিটিং ক্ষমতা সহ গরম ঘূর্ণিত স্লিটিং মেশিন একটি উল্লেখযোগ্য বৈশিষ্ট্যহট রোলড স্লিটিং মেশিনএটি একই সময়ে 40 টি সরু স্ট্রিপগুলি কেটে ফেলতে পারে। এই ফাংশনটি গ্রাহকদের বৃহত আকারের উত্পাদনের জন্য প্রয়োজনীয়তা পূরণ করে। শিল্পায়নের ত্বরণের সাথে সাথে ধাতব স্ট্রিপগুলির জন্য বাজারের চাহিদা বাড়ছে, বিশেষত নির্মাণ, অটোমোবাইল উত্পাদন এবং বাড়ির সরঞ্জামগুলির মতো শিল্পগুলিতে। হট রোলড স্লিটিং লাইনের উচ্চ স্লিটিং ক্ষমতা নির্মাতাদের অল্প সময়ের মধ্যে প্রচুর পরিমাণে যোগ্য পণ্য সরবরাহ করতে সক্ষম করে, যার ফলে উত্পাদন দক্ষতা উন্নত হয় এবং ইউনিট ব্যয় হ্রাস করে। |
 |
|
②ভাবে স্বয়ংক্রিয় হট রোলড স্লিটিং মেশিন হট রোলড স্লিটিং লাইনটি একটি সম্পূর্ণ স্বয়ংক্রিয় নকশা গ্রহণ করে এবং উচ্চ-গতির ক্রিয়াকলাপ অর্জনের জন্য একটি উন্নত নিয়ন্ত্রণ সিস্টেম দিয়ে সজ্জিত। সর্বাধিক উত্পাদনের গতি 120 মি/মিনিটে পৌঁছতে পারে, যার অর্থ প্রতি ইউনিট সময় প্রতি আরও উপকরণ প্রক্রিয়া করা যায়, আরও উত্পাদন দক্ষতা উন্নত করে। সম্পূর্ণ স্বয়ংক্রিয় নকশা কেবল ম্যানুয়াল হস্তক্ষেপের প্রয়োজনীয়তা হ্রাস করে না, তবে মানব অপারেটিং ত্রুটির সম্ভাবনাও হ্রাস করে এবং পণ্যের ধারাবাহিকতা এবং গুণমানকে উন্নত করে। হট রোলড স্লিটিং লাইনের স্বয়ংক্রিয় নিয়ন্ত্রণ ব্যবস্থা রিয়েল টাইমে উত্পাদন প্রক্রিয়াটি পর্যবেক্ষণ করতে পারে এবং বিভিন্ন উপকরণ এবং বেধের চাহিদা মেটাতে সময়মতো পরামিতিগুলি সামঞ্জস্য করতে পারে। |
 |
|
Ust কাস্টমাইজড হট রোলড স্লিটিং মেশিন গ্রাহকদের চাহিদা আরও ভালভাবে পূরণ করার জন্য, কিংরিয়াল স্টিল স্লিটার সরবরাহ করেএস কাস্টমাইজড হট রোলড স্লিটিং লাইন সমাধান। গ্রাহকদের প্রদত্ত অঙ্কন এবং প্রকৃত উত্পাদন প্রয়োজন অনুসারে, কিংরিয়াল স্টিল স্লিটার গ্রাহকদের জন্য উত্পাদন প্রক্রিয়াটির দক্ষতা এবং মসৃণতা নিশ্চিত করতে বিভিন্ন হট রোলড স্লিটিং মেশিন উত্পাদন সমাধানগুলি ডিজাইন করতে সক্ষম। কিংরিয়াল স্টিল স্লিটার হট রোলড স্লিটিং মেশিনগুলি বিভিন্ন বেধের কয়েলগুলির সাথে খাপ খাইয়ে নিতে তিনটি প্রধান প্রকারে বিভক্ত: হালকা গেজ স্লিটিং মেশিন: 0.2 মিমি থেকে 3 মিমি বেধের সাথে প্রসেসিং কয়েলগুলিতে বিশেষীকরণ। মাঝারি গেজ স্লিটিং মেশিন: 3 মিমি থেকে 6 মিমি বেধ সহ কয়েলগুলির জন্য উপযুক্ত। ভারী গেজ স্লিটিং মেশিন: 6 মিমি থেকে 16 মিমি বেধের সাথে কয়েলগুলি প্রক্রিয়াকরণ করতে সক্ষম। |
 |
দ্যগরম ঘূর্ণিত স্লিটিং লাইনস্লিটিং প্রক্রিয়া চলাকালীন পার্শ্বীয় বাঁক উত্পাদন করতে পারে। এটি নিম্নলিখিত কারণে হতে পারে:
1। কাঁচামাল নমন:
রোলিং প্রক্রিয়া চলাকালীন ইস্পাত প্লেটের চাপ পুরোপুরি নির্মূল করা হয় না। অনুদৈর্ঘ্য শিয়ারিংয়ের পরে, চাপটি প্রকাশিত হয় এবং প্লেটটি বাঁকানো হয়। যখন প্লেটের মাঝখানে স্ট্রেস উভয় পক্ষের কাছে ছেড়ে দেওয়া হয়, তখন প্লেটটি বাহ্যিকভাবে বাঁকানো হয়; প্লেটের উভয় পাশের চাপ যখন মাঝখানে ছেড়ে দেওয়া হয়, তখন প্লেটটি মাঝখানে বাঁকায়।
2। বার্সের কারণে বাঁকানো:
অনুদৈর্ঘ্য শিয়ারিংয়ের সময় ব্লেড ফাঁকটির অনুপযুক্ত সামঞ্জস্যের কারণে বারগুলি আরও বড়। ঘূর্ণায়মান করার সময়, প্রান্তে বারগুলি একটি বৃহত্তর প্লেটের বেধের সমতুল্য, যার ফলে প্রান্তটি প্রসারিত এবং বাঁকানো হয়।
3। উপরের এবং নীচের ব্লেডগুলির মধ্যে অসম ফাঁকগুলির কারণে বাঁকানো:
যখন বাম এবং ডান ফাঁকগুলি আরও বড় হয়, তখন শিয়ারিং অংশের ইন্ডেন্টেশনটিও বড় হয় এবং বাম এবং ডান ফাঁকগুলির চেয়ে ছোট ফাঁকযুক্ত দিকটি আরও বড় প্রসারিত থাকে, তাই এটি বাঁকানো।
4। অসম উত্তেজনার কারণে বাঁকানো:
ঘূর্ণায়মান করার সময়, স্টিলের প্লেটের পুরো প্রস্থে একই টান প্রয়োগ করা উচিত। যদি উত্তেজনা একদিকে কেন্দ্রীভূত হয় তবে নমন ঘটবে।
5 .. বিচ্যুতি সংশোধন ডিভাইসের দ্রুত গতিবিধির কারণে নমন:
প্রক্রিয়াজাতকরণের সময়, যদি বিচ্যুতি সংশোধনের গতি খুব দ্রুত হয় তবে বিচ্যুতি সংশোধনের সংস্পর্শে থাকা দিকটি আংশিকভাবে প্রসারিত এবং বাঁকানো হবে।
যদি শীট উপাদানটি অনুদৈর্ঘ্য শিয়ারিংয়ের পরে বাঁকানো হয় তবে এটি শীট কয়েলিংয়ের গুণমানকে মারাত্মকভাবে প্রভাবিত করবে, সুতরাং এটি অবশ্যই মুছে ফেলা উচিত। শীট রোলিং, সরঞ্জাম সমন্বয় এবং অপারেশন পদ্ধতির মতো কারণগুলিতে মনোযোগ দেওয়া উচিত।