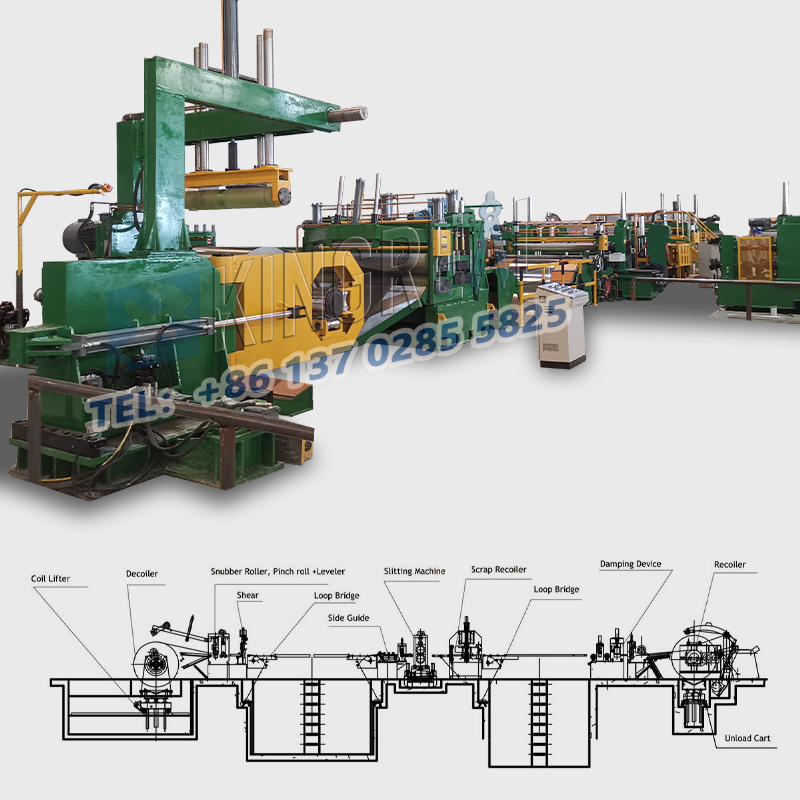
(I) ক্রমাঙ্কনভারী গেজ কেটে দৈর্ঘ্যের লাইনএর মূল উপাদানগুলি
ফিড রোলার নির্ভুলতা:
নিয়মিতভাবে রোলার পৃষ্ঠের সমান্তরালতা পরীক্ষা করুন, ত্রুটিটি অবশ্যই ≤0.05 মিমি/মিটারের মধ্যে নিয়ন্ত্রণ করতে হবে এবং রোলার পৃষ্ঠ এবং প্লেট পৃষ্ঠের মধ্যে ফাঁক পরিমাপ করতে একটি ফেইলার গেজ ব্যবহার করতে হবে। যদি পোশাকটি 0.1 মিমি ছাড়িয়ে যায় তবে এটি স্থল বা প্রতিস্থাপন করা দরকার; সার্ভো মোটর এনকোডারটি ক্যালিব্রেট করতে একটি লেজার ইন্টারফেরোমিটার ব্যবহার করুন এবং উচ্চ-গতির কাটার সময় ফিড অবস্থানের নির্ভুলতা অবশ্যই ≤+0.1 মিমি হতে হবে।
কাঁচি ব্লেড ক্রমাঙ্কন:
উপরের এবং নীচের ব্লেডগুলির সমান্তরালতা 0.02-0.05 মিমি বজায় রাখতে হবে, যা ফেইলার গেজ এবং ডায়াল সূচক দ্বারা সনাক্ত করা যায়: ব্লেডগুলির মধ্যে ব্যবধানটি প্লেটের বেধ অনুসারে সামঞ্জস্য করা হয়, উদাহরণস্বরূপ, পাতলা প্লেটগুলির মধ্যে ব্যবধান (≤2 মিমি) এর মধ্যে 0.0-00-00 হয়;
ব্লেডের উল্লম্বতা ত্রুটি ≤0.03 মিমি/100 মিমি। যদি এটি সহনশীলতা ছাড়িয়ে যায় তবে সরঞ্জামধারীর উল্লম্বতা শিম দ্বারা সামঞ্জস্য করা দরকার।
(Ii) দৈর্ঘ্যের মেশিনে ভারী গেজ কাটা দৈনিক রক্ষণাবেক্ষণ
ভারী গেজ কাটতে দৈর্ঘ্যের লাইনের জন্য লুব্রিকেশন সিস্টেম: প্রতি সপ্তাহে গিয়ারবক্স তেলের স্তর পরীক্ষা করুন, ওয়েভ প্রেসার সিস্টেমের তেলের তাপমাত্রা 40-60 ℃ এ নিয়ন্ত্রণ করুন এবং প্রতিদিন গাইড রেলের জন্য 32-46CST এর সান্দ্রতা সহ একটি বিশেষ কাটিয়া তরল প্রয়োগ করুন।
ভারী গেজ কাটতে দৈর্ঘ্যের মেশিনের জন্য বৈদ্যুতিক সিস্টেম: এনকোডারটি মুছুন, প্রতি ত্রৈমাসিকে অ্যালকোহল দিয়ে গ্রেটিং শাসক এবং অন্যান্য সেন্সরগুলি মুছুন এবং মোটর কার্বন ব্রাশটি 1/3 এর বেশি পরিধান করা হলে প্রতিস্থাপন করুন; বেঁধে দেওয়া অংশগুলি: নিয়মিত টি পুনরায় পরীক্ষা করুনসরঞ্জাম ধারক এবং ফিডিং মেকানিজম বোল্টগুলির অর্ক্ক, উদাহরণস্বরূপ, এম 12 বোল্টের টর্কটি 80-100n · এম এ বজায় রাখা দরকার।

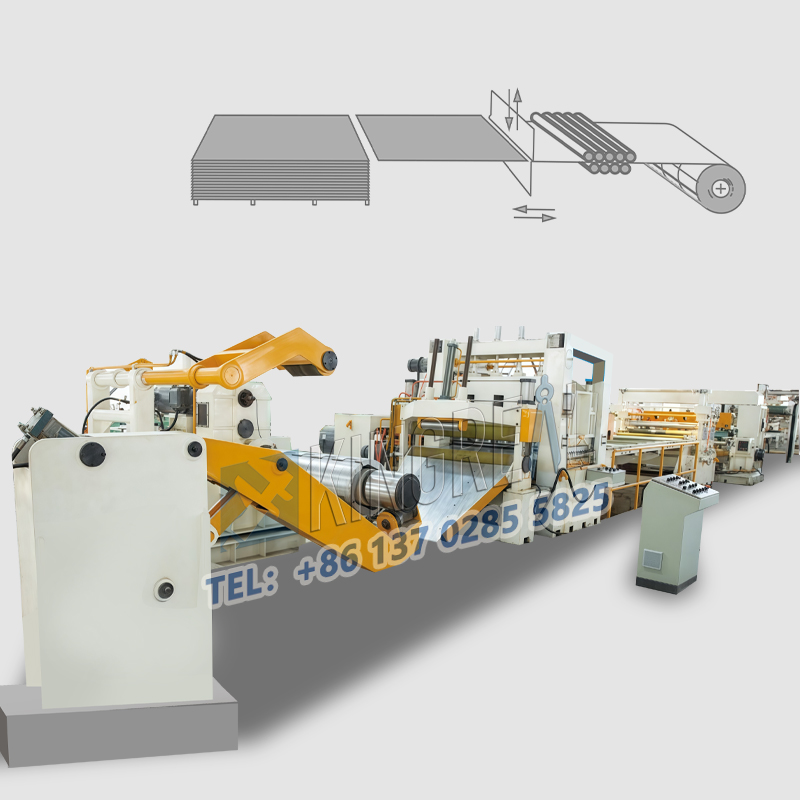
(I) কাটিয়া গতি এবং খাওয়ানোর গতি মেলে
বিভিন্ন উপকরণ এবং বেধের প্লেটের গতি সেই অনুযায়ী সামঞ্জস্য করা দরকার: ঠান্ডা-ঘূর্ণিত ইস্পাত প্লেটগুলি (0.5-3 মিমি) গতি 30-80 মিটার/মিনিট কাটা গতি, খাওয়ানোর গতি 25-70 মিটার/মিনিট, কুলিং সিস্টেমটি উচ্চ-গতির কাটার সময় চালু করা দরকার; স্টেইনলেস স্টিল প্লেটগুলি (1-5 মিমি) গতি 15-40 মিটার/মিনিট কাটা গতি 10-35 মিটার/মিনিট খাওয়ানোর গতি এবং ব্লেডটি টিনের আবরণ দিয়ে লেপা করা দরকার; অ্যালুমিনিয়াম অ্যালো প্লেটগুলি (0.8-4 মিমি) গতি 40-100 মি/মিনিট কাটা গতি, খাওয়ানোর গতি 35-90 মি/মিনিট, স্প্রে কাটিয়া তরল তৈলাক্তকরণ ব্যবহৃত হয়।
(Ii) ব্লেড এঙ্গেল এবং প্রেসিং ফোর্স সেটিং ব্লেড কোণ: শিয়ার কোণ (উপরের এবং নিম্ন ব্লেড কোণ) প্লেটের বৈশিষ্ট্য অনুসারে সামঞ্জস্য করা হয়, 5-8 "পাতলা প্লেটের জন্য" 8-12 "মাঝারি এবং ঘন প্লেটগুলির জন্য, 12-15" উচ্চ-শক্তি ইস্পাত হিসাবে 12-15 "কোণে আবদ্ধ থাকে (ব্লেড ব্যাক প্রবণতা অনুসারে) সাধারণত 3-5-এ সামঞ্জস্য করা হয় ° প্লেট, 1 মিমি প্লেটের জন্য 2-3 কেএন, 3 মিমি প্লেট 5-7 কেএন এর জন্য 2-3 কেএন, প্রেসার সেন্সরের মাধ্যমে রিয়েল-টাইম মনিটরিং, অপর্যাপ্ত চাপ সহজেই প্লেট ওয়ার্পিংয়ের কারণ হতে পারে।

(I) কয়েল/প্লেটগুলির জন্য গ্রহণযোগ্যতা মান
ফ্ল্যাটনেস: ইস্পাত প্লেটের পাশের বাঁকানো ≤1 মিমি/এম, ওয়েভনেস ≤3 মিমি/2 মি, কেটে যাওয়ার আগে সহনশীলতার বাইরে থাকা দরকার:
কঠোরতা বিচ্যুতি: একই ব্যাচে প্লেটের কঠোরতা পার্থক্য ≤15 এইচবি, রকওয়েল কঠোরতা পরীক্ষকের সাথে এলোমেলো পরিদর্শন, অসম কঠোরতা অসঙ্গতিযুক্ত ব্লেড পরিধানের দিকে পরিচালিত করবে।
(Ii) ফাঁকা pretreatment
সারফেস ক্লিনিং: তেলের দাগ এবং অক্সাইড স্কেল সরান (অ্যাসিটোন বা যান্ত্রিকভাবে পালিশ দিয়ে মুছে ফেলা যায়), অবশিষ্ট অমেধ্যগুলি ব্লেড পরিধানকে আরও বাড়িয়ে তুলবে; কয়েল আনওয়াইন্ডিং টেনশন: বেধ অনুযায়ী সামঞ্জস্য করুন, 0.5 মিমি প্লেট টেনশন 50-80n/মিমি, 2 মিমি প্লেট 150-200n/মিমি, অপর্যাপ্ত উত্তেজনা সহজেই খাওয়ানো পিচ্ছিল হতে পারে।

(I) প্রাক-চাকরির প্রশিক্ষণ পয়েন্টভারী গেজ কেটে দৈর্ঘ্যের লাইন
প্যারামিটার সেটিং অনুশীলন: বিভিন্ন উপকরণগুলির "স্পিড-গ্যাপ-চাপ" ম্যাচিং বিধিগুলি উপলব্ধি করতে শিখুন, উদাহরণস্বরূপ, 3 মিমি স্টেইনলেস স্টিল কেটে ফেলার সময়, ব্লেড গ্যাপ 0.05 মিমি, প্রেসিং ফোর্স 6 কেএন; স্বয়ংক্রিয় সরঞ্জাম সেটিং সিস্টেমগুলি যেমন লেজার সরঞ্জাম সেটিং ইনস্ট্রুমেন্টস, সরঞ্জাম সেটিংয়ের নির্ভুলতা ≤0.02 মিমি ব্যবহার করতে শিখুন।
ভারী গেজ কাটতে দৈর্ঘ্যের মেশিনের জন্য অস্বাভাবিক বিচারের ক্ষমতা: ব্লেডের সংঘর্ষের মতো অস্বাভাবিক শব্দ শোনার সময় ব্লেড প্রান্তটি পরীক্ষা করার জন্য ভারী গেজ কাটা বন্ধ করুন অবিলম্বে; যখন কাটা পৃষ্ঠের বুড়টি 0.1 মিমি ছাড়িয়ে যায়, এটি ব্লেড পরিধান বা খুব বড় ফাঁক কিনা তা বিচার করুন।
(ii) ভারী গেজ কাটতে দৈর্ঘ্যের মেশিনের জন্য অপারেশন প্রক্রিয়াটির মানককরণ
স্টার্ট-আপ প্রিহিটিং: একই পরিষেবা সিস্টেমের তাপমাত্রার ওঠানামা করতে 10-15 মিনিটের জন্য খালি চালান ≤2 ℃ এবং তাপীয় স্থিতিশীলতায় পৌঁছান;
প্রথম টুকরো তিনটি পরিদর্শন: প্রথম টুকরোটি কাটার পরে, আকারটি পরিমাপ করতে 0.02 মিমি এর যথার্থতার সাথে একটি ভার্নিয়ার ক্যালিপার ব্যবহার করুন, ফ্ল্যাটনেস সনাক্ত করতে একটি ডায়াল সূচক এবং দৃশ্যমানভাবে বার্স চেক করুন।

(i) অনলাইন সনাক্তকরণ মানেভারী গেজ কেটে দৈর্ঘ্যের লাইন
ফোটো ইলেক্ট্রিক সেন্সর রিয়েল টাইমে খাওয়ানোর দৈর্ঘ্য পর্যবেক্ষণ করে এবং যখন বিচ্যুতি ± 0.3 মিমি ছাড়িয়ে যায় তখন স্বয়ংক্রিয়ভাবে অ্যালার্ম হয়: ইনফ্রারেড থার্মোমিটার ব্লেডের তাপমাত্রা পর্যবেক্ষণ করে এবং জল শীতলকরণ বা বায়ু কুলিং জোর করে কুলিং শুরু করে যখন এটি 120 ℃ C ছাড়িয়ে যায়।
(ii) ভারী গেজ কাটতে দৈর্ঘ্যের মেশিনের জন্য অফলাইন স্যাম্পলিং স্ট্যান্ডার্ড
দৈর্ঘ্যের আকার: অনুমোদিত ত্রুটি যখন ≤1000 মিমি ± 0.5 মিমি, প্রতি 50 টি টুকরা জন্য এলোমেলোভাবে 1 টুকরা পরীক্ষা করতে একটি ভার্নিয়ার ক্যালিপার ব্যবহার করুন; তির্যক বিচ্যুতি: 1000 মিমিএক্স 1000 মিমি প্লেট অনুমোদিত বিচ্যুতি ≤1 মিমি, প্রতিটি ব্যাচের 5% এলোমেলোভাবে চেক করতে একটি বর্গাকার শাসকের সাথে একটি ইস্পাত টেপ পরিমাপ ব্যবহার করুন: বুড় উচ্চতা: পাতলা প্লেট ≤0.05 মিমি, প্রতিটি শিফটের প্রথম এবং শেষ টুকরোগুলি পরীক্ষা করতে একটি মাইক্রোস্কোপ (ম্যাগনিফিকেশন 50 বার) ব্যবহার করুন: প্রতি ঘন্টা Regally-50 টি কেটে যাওয়ার জন্য, অনুমোদিত Reg
(Iii) ভারী গেজ কাটতে দৈর্ঘ্যের লাইনের জন্য সাধারণ মানের সমস্যার সমাধান
সহনশীলতার বাইরে আকার: যদি ফিড রোলার পিছলে যায় তবে উত্তেজনা সামঞ্জস্য করুন বা জীর্ণ রোলারটি প্রতিস্থাপন করুন; যদি সার্ভো মোটর এনকোডার ব্যর্থ হয় তবে নাড়ি সংকেত সনাক্ত করতে এবং ক্ষতিগ্রস্থ অংশগুলি প্রতিস্থাপন করতে একটি অসিলোস্কোপ ব্যবহার করুন।
কাটা পৃষ্ঠের বুড়টি স্ট্যান্ডার্ডের চেয়ে বেশি: যখন ব্লেড প্রান্তের ব্যাসার্ধটি> 0.03 মিমি হয়, তখন এটি পুনরায় গ্রাইন্ড করা দরকার ≤0.01 মিমি; স্ট্যান্ডার্ড ভ্যালুতে ব্লেড ফাঁকটি পাঠ করুন।

কর্মশালার তাপমাত্রা এবং আর্দ্রতা: তাপমাত্রা 15-30 ℃ এ নিয়ন্ত্রণ করা হয়, আর্দ্রতা ≤60% আরএইচ, আর্দ্র পরিবেশের কারণে প্লেটটির মরিচা এড়িয়ে চলুন;
অ্যান্টি-সিজমিক ব্যবস্থা: পাঞ্চ প্রেসগুলি (কম্পনের ত্বরণ ≤0.5g) এর মতো কম্পন উত্স থেকে দূরে সরঞ্জাম ফাউন্ডেশনের জন্য ≥300 মিমি বেধের সাথে কংক্রিট ing ালা; সুরক্ষা ইন্টারলক: জরুরী স্টপ বোতামের প্রতিক্রিয়া সময় ≤0.5 সেকেন্ড, দ্যভারী গেজ কাটা দৈর্ঘ্য মেশিনসুরক্ষা চালু থাকলে স্বয়ংক্রিয়ভাবে ক্ষমতা বন্ধ করে দেয়।