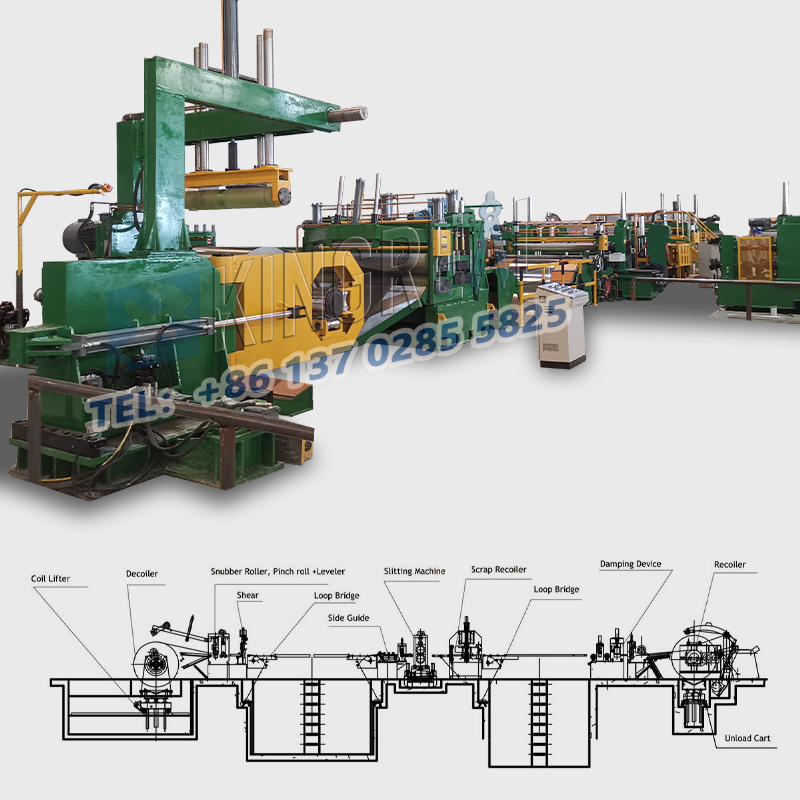
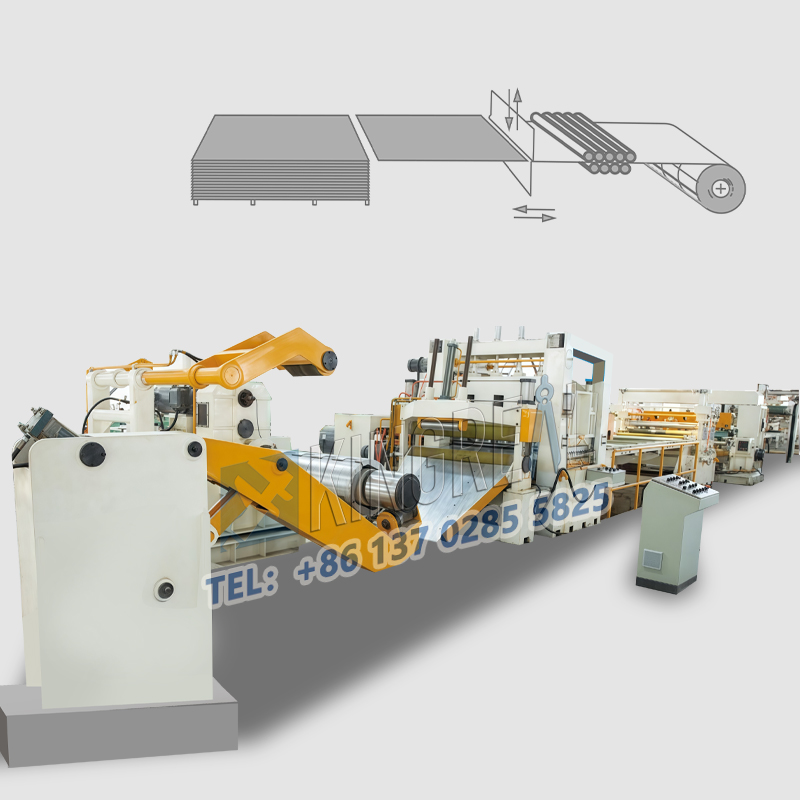
স্টেইনলেস স্টিল কাটা দৈর্ঘ্যের লাইনেইস্পাত, স্টেইনলেস স্টিল, অ্যালুমিনিয়াম, আয়রন, ঠান্ডা-ঘূর্ণিত, হট-রোলড এবং পিপিজিআই সহ বিভিন্ন ধাতব কয়েলগুলির যথার্থ শিয়ারিংয়ের জন্য ধাতব শিল্পী শিল্পে ব্যাপকভাবে ব্যবহৃত হয়।
উত্পাদনে তাদের দুর্দান্ত পারফরম্যান্স সত্ত্বেও, স্টেইনলেস স্টিল কাটা থেকে দৈর্ঘ্যের মেশিনগুলি এখনও অপারেশন চলাকালীন বিচ্যুতি কাটা অনুভব করতে পারে।
এই নিবন্ধটি তিনটি দৃষ্টিকোণ থেকে দৈর্ঘ্যের লাইনে স্টেইনলেস স্টিলের কাটা কাটা বিচ্যুতিতে সমস্যা সমাধানের বিষয়টি আবিষ্কার করবে: যান্ত্রিক কাঠামো, নিয়ন্ত্রণ প্রোগ্রাম এবং পরামিতি এবং উপাদান এবং প্রক্রিয়া সামঞ্জস্যতা।

(1) ড্রাইভ উপাদান পরিধান
মধ্যেস্টেইনলেস স্টিল কাটা দৈর্ঘ্য মেশিন, ড্রাইভের উপাদানগুলির পরিধান বিচ্যুতি কাটার একটি সাধারণ কারণ।
গিয়ারস, স্প্রোকেটস এবং অন্যান্য ড্রাইভের উপাদানগুলি যা দীর্ঘকাল ধরে চালু রয়েছে তা পরিধান করতে পারে, ফলে খাওয়ানোর নির্ভুলতা হ্রাস পায় এবং ফলস্বরূপ, কাটার মাত্রাগুলিকে প্রভাবিত করে।
স্টেইনলেস স্টিল কাটা থেকে দৈর্ঘ্যের লাইন ব্যর্থতার লক্ষণ: উদাহরণস্বরূপ, একটি স্বয়ংচালিত অংশ কারখানায়, দৈর্ঘ্যের মেশিনে কাটা স্টেইনলেস স্টিলের ড্রাইভ গিয়ারগুলি 30% পরিধানের অভিজ্ঞতা অর্জন করে। যখন ক্রমাগত 5 মিমি পুরু স্টিলের প্লেটগুলি কাটা হয়, তখন ডাইমেনশনাল ওঠানামা 0.3 মিমি পৌঁছে যায়, গ্রহণযোগ্য ± 0.2 মিমি পরিসীমা ছাড়িয়ে যায়।
সমাধান: এই সমস্যাটি সমাধান করার জন্য, ড্রাইভ উপাদানগুলির নিয়মিত পরিদর্শন করার পরামর্শ দেওয়া হয়। যদি গিয়ার দাঁত পরিধান 15% ছাড়িয়ে যায় বা চেইন দীর্ঘায়নের 2% ছাড়িয়ে যায় তবে সেগুলি তাত্ক্ষণিকভাবে প্রতিস্থাপন করা উচিত।
একই সাথে, যান্ত্রিক সংক্রমণ নির্ভুলতা পুনরুদ্ধার করতে সংক্রমণ অনুপাতটি ক্রমাঙ্কন করা উচিত। এই পরিমাপটি কাটিয়া স্থিতিশীলতা এবং নির্ভুলতা উল্লেখযোগ্যভাবে উন্নত করতে পারে।
(২) টুলহোল্ডার-গাইড রেল ছাড়পত্র
সরঞ্জামধারক এবং গাইড রেলের মধ্যে বর্ধিত ছাড়পত্রও বিচ্যুতি কাটাতে অবদান রাখার একটি গুরুত্বপূর্ণ কারণ। সময়ের সাথে সাথে, টুলহোল্ডার গাইড রেলটি দীর্ঘায়িত পারস্পরিক গতির কারণে পরিধান করে এবং এই ছাড়পত্র বাড়তে পারে, সরঞ্জামধারীদের স্থায়িত্বকে প্রভাবিত করে।
স্টেইনলেস স্টিলের লক্ষণগুলি দৈর্ঘ্যের লাইন ব্যর্থতা কেটে: সাধারণ পরিস্থিতিতে, সরঞ্জামধারক এবং গাইড রেলের মধ্যে ছাড়পত্র 0.05 মিমি এর চেয়ে কম হওয়া উচিত। অতিরিক্ত ছাড়পত্রের ফলে কাটার সময় সরঞ্জামধারককে কাঁপতে পারে, যার ফলে কাটা শীটের আকারে ওঠানামা ঘটে।
সমাধান: ছাড়পত্র পরীক্ষা করতে একটি ফেইলার গেজ ব্যবহার করুন। যদি এটি স্ট্যান্ডার্ড মানকে ছাড়িয়ে যায় তবে গাইড রেল সন্নিবেশ করুন বা ক্ষতিগ্রস্থ গাইড রেল স্লাইডারটি প্রতিস্থাপন করুন। একটি হার্ডওয়্যার কারখানা এই সমন্বয়ের পরে এই সামঞ্জস্যতার কার্যকারিতা প্রদর্শন করে 0.25 মিমি থেকে 0.08 মিমি থেকে 0.08 মিমি থেকে কাটা বিচ্যুতি হ্রাস করেছে।
(1) প্রোগ্রাম যুক্তি ত্রুটি
মধ্যেস্টেইনলেস স্টিল কাটা থেকে দৈর্ঘ্য মেশিনঅপারেশনস, পিএলসি প্রোগ্রাম লজিক ত্রুটিগুলিও বিচ্যুতি কাটার একটি সাধারণ কারণ। প্রোগ্রামে ফিডের বিশৃঙ্খলা সময় এবং কাটা নির্দেশাবলী উপাদান পুরোপুরি খাওয়ানোর আগে কাটা ট্রিগার করতে পারে, যার ফলে হ্রাস করা হয়।
স্টেইনলেস স্টিলের দৈর্ঘ্যের লাইনের ব্যর্থতার প্রকাশ: উদাহরণস্বরূপ, কিছু ক্ষেত্রে, উপাদানটি পুরোপুরি খাওয়ানোর আগে কাটা শুরু হয়, যা সরাসরি কাটার নির্ভুলতার উপর প্রভাব ফেলে।
সমাধান: আই/ও পয়েন্ট স্ট্যাটাসটি নিরীক্ষণ করতে এবং "ফিড-ডিটেক্ট-কাট" যুক্তিটি পুনর্গঠনের জন্য প্রোগ্রাম ডায়াগনস্টিকগুলি ব্যবহার করার পরামর্শ দেওয়া হয়। অতিরিক্তভাবে, ক্রিয়া ক্রমের যথার্থতা নিশ্চিত করতে বিলম্ব যাচাইকরণ নির্দেশাবলী যুক্ত করুন। এই অপ্টিমাইজেশন স্টেইনলেস স্টিল কাটা থেকে দৈর্ঘ্যের মেশিনের অপারেটিং স্থিতিশীলতা উল্লেখযোগ্যভাবে উন্নত করবে।
(২) ভুল প্যারামিটার সেটিংস
ভুল প্যারামিটার সেটিংস স্টেইনলেস স্টিলের কাটার যথার্থতাটিকে দৈর্ঘ্যের রেখাগুলিতে প্রভাবিত করে এমন একটি গুরুত্বপূর্ণ কারণ। ভুল ফিড দৈর্ঘ্যের পরামিতি বা অমিল কাটা কাটা এবং ফিডের গতি ক্রমবর্ধমান বিচ্যুতি হতে পারে।
স্টেইনলেস স্টিল কাটাতে দৈর্ঘ্যের মেশিন ব্যর্থতার লক্ষণগুলি: উদাহরণস্বরূপ, যদি ফিডের দৈর্ঘ্যটি 100 মিমি সেট করা হয় তবে প্রকৃত ফিডের দৈর্ঘ্য 99.5 মিমি হয়, দীর্ঘমেয়াদী অপারেশনটির ফলে উল্লেখযোগ্য মাত্রিক বিচ্যুতি ঘটবে।
সমাধান: ফিড পালস গণনা (প্রতি মিলিমিটার ডালের সংখ্যা) পুনরুদ্ধার করুন এবং প্লেটের বেধ এবং উপাদানগুলির উপর ভিত্তি করে কাটিয়া গতি সামঞ্জস্য করুন। পুরু প্লেটগুলির জন্য, এটি কাটার গতি 30 গুণ/মিনিটের বেশি নয়, যখন পাতলা প্লেটগুলির জন্য এটি 60 বার/মিনিটে পৌঁছতে পারে।
প্যারামিটারগুলি সংশোধন করার পরে, একটি স্টেইনলেস স্টিল প্রসেসিং প্ল্যান্ট 10-মিটার দীর্ঘ প্লেটের জন্য 0.1 মিমি এরও কম সংখ্যক বিচ্যুতি অর্জন করে, প্যারামিটার সংশোধনের গুরুত্ব প্রদর্শন করে।
(1) অসম প্লেট স্ট্রেস
স্টেইনলেস স্টিলের প্লেটগুলি কেটে দেওয়ার সময়, অসম চাপ কাটার পরে স্প্রিংব্যাকের কারণ হতে পারে, চূড়ান্ত মাত্রিক স্থিতিশীলতা প্রভাবিত করে।
স্টেইনলেস স্টিল কাটাতে দৈর্ঘ্যের লাইন ব্যর্থতার লক্ষণগুলি: উদাহরণস্বরূপ, ঠান্ডা-ঘূর্ণিত প্লেটের স্প্রিংব্যাকের হার 1-2%হিসাবে বেশি হতে পারে, যা কাটার পরে মাত্রিক সঙ্কুচিত হতে পারে।
সমাধান: শীট ধাতুতে যেমন সমতলকরণ বা বার্ধক্যের উপর স্ট্রেস রিলিফ করার বা প্রোগ্রামে স্প্রিংব্যাকের জন্য ক্ষতিপূরণ দেওয়ার (উপাদানটির উপর নির্ভর করে 0.1-0.3 মিমি এর ক্ষতিপূরণ মান নির্ধারণ করা) এর জন্য স্ট্রেস রিলিফ সম্পাদন করার পরামর্শ দেওয়া হয়। ক্ষতিপূরণের পরে, একটি ঠান্ডা-ঘূর্ণিত শীট মিল ≤0.1 মিমি একটি কাটিয়া মাত্রা বিচ্যুতি অর্জন করেছে, কাটার নির্ভুলতা নিশ্চিত করে।
(২) টেনশন ওঠানামা ফিড
ফিড টেনশন স্থিতিশীলতা সরাসরি কাটা নির্ভুলতা প্রভাবিত করে। যদি ফিড রোলারের টান অস্থির হয় তবে শীট ধাতু খাওয়ানোর সময় স্লিপ বা কুঁচকে যেতে পারে, যার ফলে অনিয়ন্ত্রিত কাটিয়া মাত্রা হয়।
স্টেইনলেস স্টিলের লক্ষণগুলি দৈর্ঘ্যের লাইনের ব্যর্থতা: টেনশন নিয়ন্ত্রণের ব্যর্থতা অসম খাওয়ানোর কারণ হতে পারে, যা ফলস্বরূপ কাটার গুণমানকে প্রভাবিত করে।
সমাধান: টেনশন নিয়ন্ত্রণ ব্যবস্থাটি পরিদর্শন করার জন্য এটি সুপারিশ করা হয়। বায়ুসংক্রান্ত টেনশনারদের সীল প্রতিস্থাপনের প্রয়োজন হয়, অন্যদিকে জলবাহী টেনশনারদের চাপ সেন্সর ক্রমাঙ্কন প্রয়োজন। সামঞ্জস্যের পরে, একটি ইস্পাত স্ট্রিপ মিল উত্তেজনার ওঠানামা ± 5% থেকে ± 1% এ হ্রাস করে, কার্যকরভাবে কাটার নির্ভুলতার উন্নতি করে।
 |
 |
 |
অপারেশনেস্টেইনলেস স্টিল কাটা দৈর্ঘ্য মেশিন, বিচ্যুতি কাটা প্রায়শই কারণগুলির সংমিশ্রণের কারণে ঘটে। যান্ত্রিক কাঠামো, নিয়ন্ত্রণ প্রোগ্রাম এবং পরামিতিগুলিতে মনোনিবেশ করে একটি বিস্তৃত তদন্ত এবং উপাদান এবং প্রক্রিয়া সামঞ্জস্যতা কার্যকরভাবে সমস্যাগুলি সনাক্ত করতে এবং লক্ষ্যযুক্ত মেরামতগুলি প্রয়োগ করতে পারে।
নিয়মিত ট্রান্সমিশন উপাদানগুলি বজায় রেখে, প্রোগ্রামের যুক্তি অনুকূলিতকরণ, সুনির্দিষ্টভাবে পরামিতিগুলি সামঞ্জস্য করে এবং উপাদানগুলির বৈশিষ্ট্যগুলির সাথে খাপ খাইয়ে নেওয়া, নির্মাতারা কাটিয়া বিচ্যুতিগুলি হ্রাস করতে পারে এবং স্বয়ংচালিত অংশ এবং হার্ডওয়ারের মতো শিল্পগুলির কঠোর কাটিয়া যথাযথ প্রয়োজনীয়তা পূরণ করতে পারে।
কেবলমাত্র স্টেইনলেস স্টিলের প্রতিটি দিককে দৈর্ঘ্যের রেখার প্রতিটি দিককে উন্নত করার মাধ্যমে এক মারাত্মক প্রতিযোগিতামূলক বাজারে বিজয়ী থাকতে পারে।
আমরা আশা করি যে এই নিবন্ধে বিশ্লেষণ এবং পরামর্শগুলি সম্পর্কিত শিল্পগুলির জন্য কার্যকর সমস্যা সমাধানের কৌশল এবং সমাধান সরবরাহ করবে।