সরঞ্জাম নির্ভুলতা উত্পাদন প্রক্রিয়া একটি গুরুত্বপূর্ণ ভূমিকা পালন করেশীট ধাতু দৈর্ঘ্য মেশিন কাটা.
এই নিবন্ধটি যান্ত্রিক কাঠামোর নির্ভুলতা, বৈদ্যুতিক নিয়ন্ত্রণ ব্যবস্থার নির্ভুলতা, সরঞ্জামের গুণমান এবং রক্ষণাবেক্ষণ, শীট উপাদান পরিচালনা এবং অবস্থান এবং প্রক্রিয়া পরামিতি অপ্টিমাইজেশান সহ, শীট মেটাল কাট থেকে দৈর্ঘ্যের মেশিনের গুণমানের গোপনীয়তা সম্পূর্ণরূপে প্রকাশ করে শীট মেটাল কাটার দৈর্ঘ্যের লাইনের বিভিন্ন দিক নিয়ে আলোচনা করবে।

(1) দৈর্ঘ্য মেশিনে শীট ধাতু কাটা জন্য যান্ত্রিক গঠন নির্ভুলতা
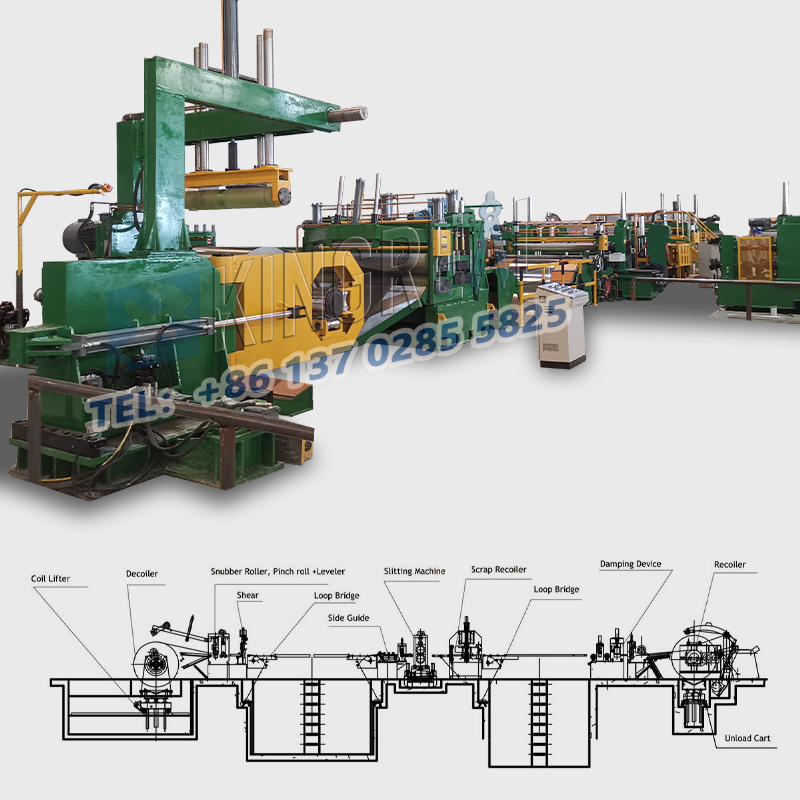
এর যান্ত্রিক গঠন aশীট ধাতু দৈর্ঘ্য লাইন কাটাএটি এর ভিত্তি, এবং প্রতিটি উপাদানের উত্পাদন নির্ভুলতা উল্লেখযোগ্যভাবে এর সামগ্রিক কর্মক্ষমতা প্রভাবিত করে।
উদাহরণস্বরূপ, যদি যন্ত্রের সময় গাইড রেলের সোজাতা উল্লেখযোগ্যভাবে বিচ্যুত হয়, তবে শীট উপাদান পরিবহনের সময় স্থানান্তরিত হবে, যার ফলে ভুল কাটা মাত্রা হবে।
অধিকন্তু, সীসা স্ক্রুর পিচ নির্ভুলতা সমানভাবে গুরুত্বপূর্ণ, সরাসরি উপাদান খাওয়ানোর নির্ভুলতা নির্ধারণ করে। পিচ ত্রুটিগুলি কাট দৈর্ঘ্যে বিচ্যুতি ঘটাতে পারে, যা চূড়ান্ত পণ্যের গুণমানকে প্রভাবিত করে।
উদাহরণস্বরূপ, উচ্চ-নির্ভুলতা ইলেকট্রনিক উপাদানগুলির জন্য প্রয়োজনীয় পাতলা তামার ফয়েলের জন্য, গাইড রেলের সোজাতা এবং সীসা স্ক্রু পিচের নির্ভুলতার প্রয়োজনীয়তা অত্যন্ত উচ্চ। যেকোনো সামান্য বিচ্যুতির ফলে তামার ফয়েলের অযোগ্য মাত্রা হতে পারে, যার ফলে ইলেকট্রনিক উপাদানগুলির কার্যকারিতা প্রভাবিত হয়।
(2) দৈর্ঘ্য মেশিনে শীট ধাতু কাটা জন্য বৈদ্যুতিক নিয়ন্ত্রণ সিস্টেম সঠিকতা
দৈর্ঘ্যের লাইনে কাটা একটি শীট মেটালের বৈদ্যুতিক নিয়ন্ত্রণ ব্যবস্থা সরঞ্জামের অপারেটিং পরামিতিগুলিকে নিয়ন্ত্রণ করে। এর নির্ভুলতা সরাসরি টুল ফিড গতি এবং কাটিয়া অবস্থান প্রভাবিত করে।
উচ্চ-মানের কাটিয়া যন্ত্র, উদাহরণস্বরূপ স্থাপত্য সজ্জার জন্য অ্যালুমিনিয়াম শিট মেটাল প্রক্রিয়াকরণে, একটি মসৃণ, এমনকি শিয়ার পৃষ্ঠের গ্যারান্টি দেয়, তাই ফলো-আপ গ্রাইন্ডিংয়ের প্রয়োজনীয়তা হ্রাস করে এবং পণ্যের চেহারা এবং উত্পাদন দক্ষতা বাড়ায়।
অধিকন্তু গুরুত্বপূর্ণ হল কন্ট্রোল সিস্টেমের প্রতিক্রিয়া গতি। দ্রুত এবং নির্ভুল প্রতিক্রিয়া শীট মেটাল কাট টু দৈর্ঘ্য মেশিন অপারেটিং অবস্থার সময়মত সামঞ্জস্য করার অনুমতি দেয়, বিলম্বের কারণে গুণমানের সমস্যাগুলি এড়িয়ে যায়।
(1) শীট মেটাল কাট টু লেন্থ মেশিনের জন্য টুল উপাদান নির্বাচন
ইনশীট ধাতু দৈর্ঘ্য লাইন কাটাএকটি স্থিতিশীল ফিডিং সিস্টেমের মধ্যে অভিন্ন এবং সঠিক শীট খাওয়ানো নিশ্চিত করার জন্য অপরিহার্য
উচ্চ-গতির ইস্পাত সরঞ্জামগুলি সাধারণ হালকা ইস্পাত প্লেটের জন্য উপযুক্ত কারণ তারা দুর্দান্ত কাটিয়া কর্মক্ষমতা এবং একটি সাশ্রয়ী মূল্যের মূল্য প্রদান করে। কিন্তু স্টেইনলেস স্টীল এবং অ্যালয় স্টিলের মতো শক্ত প্লেটের কাজ করার জন্য কার্বাইড টুলের প্রয়োজন।
তাদের মহান কঠোরতা এবং পরিধান প্রতিরোধের সত্যিই হাতিয়ার জীবন দীর্ঘায়িত এবং কাট মানের গ্যারান্টি.
অ্যারোস্পেস সেক্টরে টাইটানিয়াম অ্যালয় প্লেটগুলি প্রক্রিয়াকরণের জন্য আরও বেশি কঠোর সরঞ্জাম উপাদানের চাহিদা রয়েছে, যা খাদটির উচ্চ শক্তি এবং কঠোরতা সহ্য করার জন্য নির্দিষ্ট আল্ট্রাহার্ড সরঞ্জাম উপকরণগুলির ব্যবহার প্রয়োজন।
(2) শীট ধাতু দৈর্ঘ্য মেশিন কাটা জন্য টুল প্রান্ত প্রস্তুতি
কাঁটাযুক্ত পৃষ্ঠের গুণমানটি টুলটির তীক্ষ্ণ এবং শ্রমসাধ্য প্রান্ত দ্বারা প্রভাবিত হয়। সূক্ষ্ম-মাটি কাটার সরঞ্জামগুলির তীক্ষ্ণ এবং মসৃণ প্রান্তগুলি শীট মেটাল শিয়িং করার সময় burrs এবং অশ্রু কমাতে সাহায্য করে।
উচ্চ-মানের কাটিয়া যন্ত্র, উদাহরণস্বরূপ স্থাপত্য সজ্জার জন্য অ্যালুমিনিয়াম শিট মেটাল প্রক্রিয়াকরণে, একটি মসৃণ, এমনকি শিয়ার পৃষ্ঠের গ্যারান্টি দেয়, তাই ফলো-আপ গ্রাইন্ডিংয়ের প্রয়োজনীয়তা হ্রাস করে এবং পণ্যের চেহারা এবং উত্পাদন দক্ষতা বাড়ায়।
অধিকন্তু, কাটিং ধাতুর প্রান্তের জ্যামিতি অবশ্যই শিয়ার ফোর্সের অভিন্ন বন্টনের গ্যারান্টি দেওয়ার জন্য শীট মেটালের বেধ এবং উপাদান অনুসারে সামঞ্জস্য করতে হবে এবং তাই স্ট্রেস ঘনত্ব রোধ করতে হবে যা শীট মেটাল বিকৃতি ঘটাতে পারে।
(3) টুল রক্ষণাবেক্ষণ এবং শীট ধাতু দৈর্ঘ্য মেশিনের জন্য প্রতিস্থাপন
নিয়মিত সরঞ্জাম রক্ষণাবেক্ষণ এবং যত্ন, যেমন পরিষ্কার এবং তেল, কার্যকরভাবে মরিচা এবং বর্ধিত পরিধান প্রতিরোধ করতে পারে।
নিরীক্ষণ সরঞ্জাম পরিধান এবং অবিলম্বে গুরুতরভাবে জীর্ণ সরঞ্জাম প্রতিস্থাপন দৈর্ঘ্য লাইনে কাটা শীট ধাতুর ক্রমাগত এবং স্থিতিশীল অপারেশন নিশ্চিত করার জন্য অত্যন্ত গুরুত্বপূর্ণ। সাধারণত, কাটিং এজ পরিধান যখন একটি নির্দিষ্ট স্তরে পৌঁছায় তখন টুল প্রতিস্থাপন বিবেচনা করা উচিত (যেমন, 0.2 মিমি-0.5 মিমি, টুল উপাদান এবং শীট মেটাল প্রক্রিয়াকরণের উপর নির্ভর করে)।
অত্যধিক জীর্ণ সরঞ্জামগুলির ক্রমাগত ব্যবহার শীট মেটাল শিয়ারিং গুণমানকে উল্লেখযোগ্যভাবে হ্রাস করতে পারে, যার ফলে মাত্রিক বিচ্যুতি এবং বর্জ বৃদ্ধি পায়।
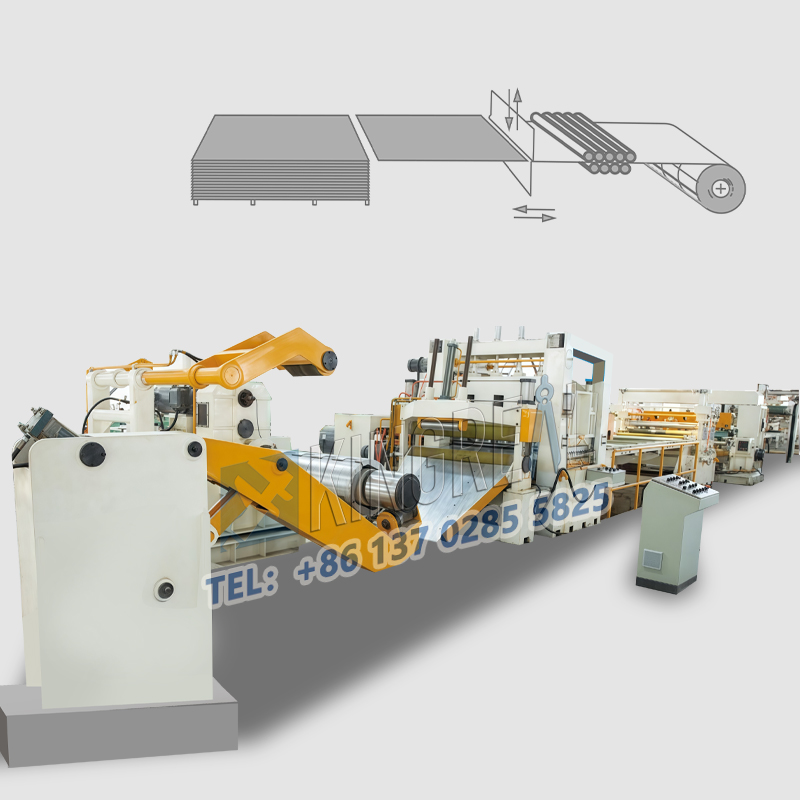
(1) শীট ধাতু দৈর্ঘ্য লাইন কাটা জন্য সিস্টেম স্থায়িত্ব খাওয়ানো
একটি স্থিতিশীল ফিডিং সিস্টেমের মধ্যে অভিন্ন এবং সঠিক শীট খাওয়ানো নিশ্চিত করার জন্য অপরিহার্যশীট ধাতু দৈর্ঘ্য মেশিন কাটা.
ফিড রোলারগুলির পৃষ্ঠের রুক্ষতা এবং গোলাকারতা মসৃণ শীট পরিবহনকে প্রভাবিত করতে পারে। ফিড রোলারগুলি রুক্ষ বা যথেষ্ট বৃত্তাকার না হলে ট্রানজিটের সময় শীটটি কম্পিত হবে, যার ফলে শিয়ারের মাত্রার তারতম্য ঘটবে।
অধিকন্তু, ফিড মোটরের ড্রাইভিং টর্ক স্থায়িত্ব গুরুত্বপূর্ণ; ড্রাইভিং ঘূর্ণন সঁচারক বল এর তারতম্য অনিয়মিত ফিড হার হতে পারে.
উদাহরণস্বরূপ, একটি খুব স্থিতিশীল ফিডিং সিস্টেমের প্রয়োজন হয় যখন অ্যাপ্লায়েন্স হাউজিংয়ের জন্য গ্যালভানাইজড স্টিল শীটগুলি প্রক্রিয়াকরণ করা হয় যাতে ধ্রুবক শিয়ারের মাত্রা নিশ্চিত করা যায় এবং তাই সমাবেশের নির্ভুলতা সংরক্ষণ করা যায়।
(2) শীট ধাতু দৈর্ঘ্য লাইন কাটা জন্য ডিভাইসের অবস্থান নির্ভুলতা
একটি সুনির্দিষ্ট পজিশনিং ডিভাইস নিশ্চিত করে যে শীটটি শিয়ার করার আগে সঠিকভাবে অবস্থান করছে। পজিশনিং ডিভাইসের নির্ভুলতা শীটের প্রক্রিয়াকরণের নির্ভুলতা প্রয়োজনীয়তা অনুযায়ী সামঞ্জস্য করা উচিত, সাধারণত ±0.1mm থেকে ±0.5mm অর্জন করা হয়।
সাধারণ পজিশনিং পদ্ধতির মধ্যে রয়েছে যান্ত্রিক অবস্থান এবং ফটোইলেকট্রিক অবস্থান। মেকানিক্যাল পজিশনিং একটি সহজ কাঠামো কিন্তু তুলনামূলকভাবে কম নির্ভুলতা প্রদান করে, যখন ফটোইলেক্ট্রিক পজিশনিং উচ্চ নির্ভুলতা এবং দ্রুত প্রতিক্রিয়ার গতি প্রদান করে।
নির্ভুল যন্ত্র উপাদানগুলির জন্য শীট প্রক্রিয়াকরণের সময়, ফোটোইলেক্ট্রিক পজিশনিং ডিভাইসগুলি প্রায়শই কার্যকরভাবে সঠিক শীট অবস্থান নিশ্চিত করতে এবং পণ্যের গুণমান উন্নত করতে ব্যবহৃত হয়।
(1) শীট মেটাল কাট টু লেন্থ মেশিনের জন্য শিয়ার স্পিড অ্যাডজাস্টমেন্ট
শিয়ারের গতি শীটের বেধ এবং উপাদান অনুসারে বেছে নেওয়া উচিত। আউটপুট দক্ষতা বাড়াতে পাতলা শীটগুলির জন্য শিয়ারের গতি বাড়ানো যেতে পারে।
মোটা বা শক্ত শীটগুলির জন্য, যদিও, খুব দ্রুত শিয়ারের গতি শীটটিকে বাঁকতে পারে এবং সরঞ্জাম পরিধান বাড়াতে পারে৷ উদাহরণস্বরূপ, 1 মিমি পুরুত্বের সাথে সাধারণ ইস্পাত শীটগুলি প্রক্রিয়া করার জন্য শিয়ারের গতি প্রতি মিনিটে 30-50 স্ট্রোকের সাথে সামঞ্জস্য করা যেতে পারে; 5 মিমি পুরুত্ব সহ উচ্চ-শক্তির ইস্পাত শীটগুলির জন্য, শিয়ারের গতি প্রতি মিনিটে 10-20 স্ট্রোকে নামিয়ে আনতে হবে।
(2) শীট ধাতু দৈর্ঘ্য লাইন কাটা জন্য ফাঁক সেটিং
শিয়ারের গতি শীটের বেধ এবং উপাদান অনুসারে বেছে নেওয়া উচিত। আউটপুট দক্ষতা বাড়াতে পাতলা শীটগুলির জন্য শিয়ারের গতি বাড়ানো যেতে পারে।
খুব ছোট ব্যবধান টুলের পরিধানকে ত্বরান্বিত করবে এবং এমনকি টুলের ক্ষতি করবে, যখন খুব বড় ব্যবধান কাঁটাযুক্ত পৃষ্ঠে burrs এবং অশ্রু সৃষ্টি করবে।
সাধারণত, শিয়ার গ্যাপটি শীট বেধের 5%-10% সেট করা উচিত (নির্দিষ্ট মান শীট উপাদানের উপর নির্ভর করে)।
অ্যালুমিনিয়াম খাদ শীট প্রক্রিয়াকরণের সময়, তাদের নরমতার কারণে, একটি ছোট মান ব্যবহার করা যেতে পারে। যাইহোক, শক্ত ইস্পাত প্রক্রিয়া করার সময়, একটি বড় শিয়ার ফাঁক প্রয়োজন।