মেটাল স্লিটিং মেশিনসংকীর্ণ স্ট্রিপগুলি তৈরি করতে ব্যবহৃত হয় যা গ্রাহকের প্রয়োজনীয়তা মেটাতে মেটাল কয়েল যেমন স্টেইনলেস স্টীল, স্টিল, অ্যালুমিনিয়াম, কপার, হট-রোল্ড, কোল্ড-রোল্ড এবং পিপিজিআই আনকোইলিং, স্লিটিং এবং রিকোইলিং এর মতো প্রক্রিয়ার মাধ্যমে। এই ধাতব স্লিটিং লাইনগুলি ধাতব প্রক্রিয়াকরণের ক্ষেত্রে ব্যাপকভাবে প্রয়োগ করা হয়। ধাতব কয়েলগুলির সূক্ষ্ম প্রক্রিয়াকরণের একটি মূল লিঙ্ক হিসাবে, ধাতব স্লিটিং মেশিনটি ডাউনস্ট্রিম সমাপ্ত পণ্যগুলির উত্পাদনের সাথে কাঁচামালকে সংযুক্ত করে। তাদের মধ্যে, স্বয়ংচালিত যন্ত্রাংশ, হোম অ্যাপ্লায়েন্স শেল এবং পাইপ উত্পাদনের মতো ক্ষেত্রে ধাতু স্লিটিং লাইনের চাহিদা বিশেষভাবে শক্তিশালী।
অতএব, ধাতব স্লিটিং লাইন এবং স্লিটিং প্রক্রিয়াগুলি বোঝা উদ্যোগগুলিকে উত্পাদন পদ্ধতিগুলি অপ্টিমাইজ করতে, উপাদানের বর্জ্য হ্রাস করতে, পণ্যের নির্ভুলতা উন্নত করতে এবং পরবর্তী দক্ষ উত্পাদনের জন্য একটি ভিত্তি স্থাপন করতে সহায়তা করতে পারে। এই নিবন্ধে, কিংরিয়েল স্টিল স্লিটার প্রত্যেকের জন্য পাঁচটি টিপস থেকে ধাতব স্লিটিং মেশিন এবং স্লিটিং প্রক্রিয়াগুলির মূল জ্ঞান উপস্থাপন করবে।

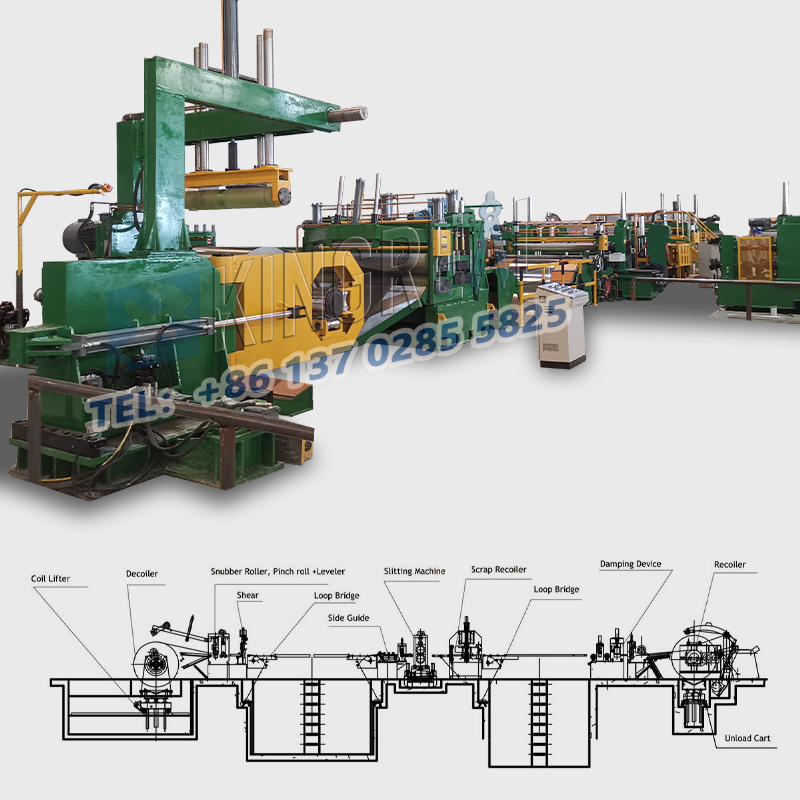
, আধা স্বয়ংক্রিয় ধাতু slitting লাইন.
ডিকয়লারটি স্টীল স্ট্রিপ এবং অ্যালুমিনিয়াম স্ট্রিপগুলির মতো ধাতব কয়েলগুলিকে স্থিরভাবে ছেড়ে দিতে ব্যবহৃত হয়, কয়েলগুলিকে বিচ্যুত হওয়া বা অসম উত্তেজনা থেকে রক্ষা করে। সাধারণত, একটি ধাতব স্লিটিং মেশিনের সাথে সজ্জিত ডিকয়লারে একটি কুণ্ডলী সমর্থন শ্যাফ্ট এবং একটি টেনশন নিয়ন্ত্রণ ব্যবস্থা অন্তর্ভুক্ত থাকে। কিছু মেটাল স্লিটিং মেশিনে বিভিন্ন প্রস্থ/বেধের ধাতব কয়েলের সাথে খাপ খাইয়ে নেওয়ার জন্য একটি স্বয়ংক্রিয় কেন্দ্রীকরণ যন্ত্রও রয়েছে।
- মেটাল স্লিটিং লাইনের জন্য গাইডিং এবং লেভেলিং ইউনিট
সজ্জিত করাধাতু slitting লাইনগাইডিং এবং লেভেলিং ইউনিটের লক্ষ্য পরিবহনের সময় কয়েলের বাঁকানো এবং কুঁচকানো সংশোধন করা, নিশ্চিত করা যে কয়েলটি একটি সমতল অবস্থায় অনুদৈর্ঘ্য স্লিটিং পর্যায়ে প্রবেশ করে এবং পরবর্তী কাটার ত্রুটিগুলি হ্রাস করে। উপরন্তু, সমতলকরণ প্রভাব সরাসরি চূড়ান্ত স্লিটিং বোর্ডের সমতলতাকে প্রভাবিত করবে, কয়েলের অসমতার কারণে রুক্ষ কাটা প্রান্ত এড়িয়ে যাবে।
- ধাতু slitting লাইন জন্য স্লিটার
মেটাল স্লিটিং মেশিন একাধিক সেট স্লিটিং ছুরির মাধ্যমে পূর্বনির্ধারিত আকার অনুযায়ী চওড়া ধাতব কয়েলগুলিকে সরু স্ট্রিপে কাটে। তাদের মধ্যে, মেটাল স্লিটিং মেশিনের ছুরি গ্রুপ ব্যবধানের সমন্বয় সঠিকতা সাধারণত ±0.1 মিমি হয়। ব্লেডের উপাদানটি কিংরিয়েল স্টিল স্লিটার ইঞ্জিনিয়ারদের দ্বারা গ্রাহকের প্রক্রিয়াকরণ সামগ্রীর প্রকৃতি অনুসারে নির্বাচন করা হবে, যেমন উচ্চ-গতির ইস্পাত, হার্ড অ্যালয়, বিভিন্ন কঠোরতার ধাতুর সাথে সামঞ্জস্যপূর্ণ।
- মেটাল স্লিটিং মেশিনের জন্য উইন্ডিং ইউনিট
চেরা পরে সরু ধাতব স্ট্রিপগুলি পরবর্তী স্টোরেজ, পরিবহন বা পরবর্তী প্রক্রিয়াকরণ পদ্ধতিতে (যেমন স্ট্যাম্পিং, বাঁকানো) সরাসরি প্রবেশের সুবিধার্থে রোলগুলিতে সুন্দরভাবে কুণ্ডলী করা হয়। উইন্ডিং টেনশন কাটার গতির সাথে মিলিত হওয়া উচিত যাতে স্ট্রিপটি প্রসারিত হতে না পারে এবং ঘুরানোর সময় বিকৃত বা আলগা হতে না পারে, সমাপ্ত রোল উপাদানের নিবিড়তা নিশ্চিত করে।
ধাপ 1: ধাতব স্লিটিং লাইনের জন্য কয়েল পরিদর্শন এবং পরামিতি সেটিং
উপাদান পরীক্ষা করুন (যেমন কার্বন ইস্পাত, স্টেইনলেস স্টীল, অ্যালুমিনিয়াম খাদ, সিলিকন ইস্পাত, ইত্যাদি), পুরুত্ব (0.2-16 মিমি), এবং ধাতব কয়েলের প্রস্থ, এবং সংশ্লিষ্ট পরামিতিগুলির সাথে মেলেধাতু slitting লাইন. ইনপুট মূল পরামিতি যেমন slitting প্রস্থ, ঘুর গতি এবং সরঞ্জাম নিয়ন্ত্রণ সিস্টেমে টান মান.
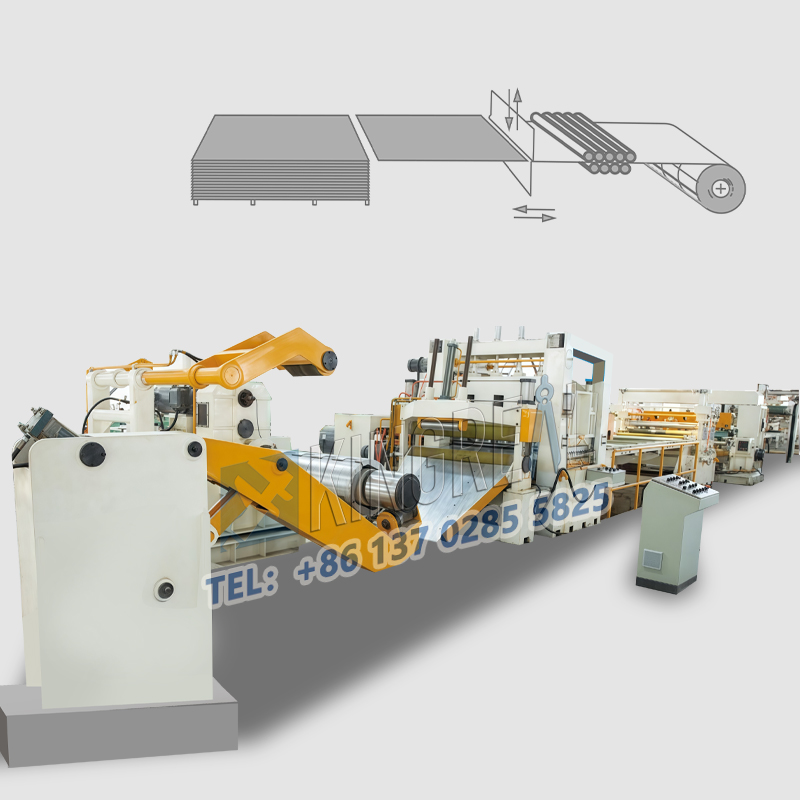
ধাপ 2: ধাতু স্লিটিং লাইনের জন্য আনরোল করুন এবং স্তর করুন
কুণ্ডলীর উপাদানটি ছেড়ে দিতে ডিকয়লারটি শুরু করুন, এটিকে নির্দেশক প্রক্রিয়ার মাধ্যমে সারিবদ্ধ করুন এবং তারপরে কয়েল উপাদানটি কাটার প্রক্রিয়ায় মসৃণভাবে প্রবেশ করে তা নিশ্চিত করার জন্য লেভেলিং রোলারের মাধ্যমে কুণ্ডলী উপাদানের অভ্যন্তরীণ চাপ দূর করুন।
ধাপ 3: ধাতব স্লিটিং মেশিনের জন্য সুনির্দিষ্ট স্লিটিং
স্লিটিং ছুরি গ্রুপ পূর্বনির্ধারিত ব্যবধানে কয়েলের অনুদৈর্ঘ্য কাটিং সঞ্চালন করে এবং একই সাথে কাটার সময় কুণ্ডলীর স্থানচ্যুতি রোধ করতে প্রেসিং মেকানিজমের মাধ্যমে কয়েলটি ঠিক করে। রিয়েল টাইমে প্রান্ত কাটানোর গুণমান নিরীক্ষণ করুন (যেমন কোন burrs এবং কোন কুঁচকানো প্রান্ত নেই), এবং পরিস্থিতির প্রয়োজন অনুযায়ী টুলের চাপ বা গতি সেট করুন।
ধাপ 4: ধাতু slitting মেশিন জন্য recoiling
সমাধান: ওয়াইন্ডিং টেনশনকে একটি উপযুক্ত মানের সাথে সামঞ্জস্য করুন, একই সাথে কাটিং এবং ঘুরানোর গতি অপ্টিমাইজ করুন এবং মেটাল স্লিটিং মেশিনে লেভেলিং মেশিনের রোলার শ্যাফ্টগুলি পরিধান করা হয়েছে কিনা তা পরীক্ষা করুন৷
 |
 |
গ্রাহকদের বিভিন্ন চাহিদা অনুযায়ী, কিংরিয়েল স্টিল স্লিটার বিভিন্ন ধরণের ধাতব স্লিটিং লাইন ডিজাইন করেছে। নিম্নলিখিত ধাতু স্লিটিং মেশিনের জন্য উত্পাদন পরিকল্পনা.
ধাতব উপাদান দ্বারা: স্টেইনলেস স্টিল কয়েল স্লিটিং মেশিন, স্টিল স্ট্রিপ স্লিটিং মেশিন, সিলিকন স্টিল কয়েল স্লিটিং মেশিন, অ্যালুমিনিয়াম কয়েল স্লিটিং মেশিন ....
উপাদান বেধ দ্বারা:লাইট ডিউটি স্লিটিং মেশিন(0.2-3 মিমি),মাঝারি ডিউটি স্লিটিং মেশিন(3 মিমি-6 মিমি),ভারী দায়িত্ব slitting মেশিন(6-16 মিমি)।
অটোমেশন ডিগ্রী দ্বারা:সম্পূর্ণ স্বয়ংক্রিয় ধাতু slitting মেশিন, আধা স্বয়ংক্রিয় ধাতু slitting লাইন.
কাস্টমাইজেশন দ্বারা:উচ্চ গতির ধাতু স্লিটিং মেশিন, ডবল স্লিটার হেড কয়েল স্লিটিং মেশিন, বেল্ট টেনশন কয়েল স্লিটিং মেশিন.
সমস্যা 1: প্রান্ত কাটার সময় Burrs এবং কুঁচকানো প্রান্ত প্রদর্শিত হয়
সম্ভাব্য কারণ: ব্লেড পরিধান/প্যাসিভেশন, ব্লেড গ্রুপ স্পেসিংয়ের অনুপযুক্ত সমন্বয়, এবং কাটার গতি এবং ধাতব উপাদানের মধ্যে অমিল।
সমাধান 1: নিয়মিত পরিদর্শন করুনধাতু slitting লাইনএবং ব্লেডগুলি প্রতিস্থাপন করুন, ব্লেড গ্রুপের ব্যবধানটি পুনরায় ক্যালিব্রেট করুন এবং ধাতুর কঠোরতা অনুসারে কাটার গতি সামঞ্জস্য করুন।
সমস্যা 2: স্লাইট করার পরে স্ট্রিপগুলির প্রস্থে অত্যধিক বিচ্যুতি
সম্ভাব্য কারণ: কয়েলের সঠিক কেন্দ্রবিন্দু, টুল গ্রুপের অপর্যাপ্ত অবস্থান নির্ভুলতা, এবং উত্তেজনা ওঠানামা কয়েলের স্থানচ্যুতি ঘটায়।
সমাধান 2: মেটাল স্লিটিং মেশিনের গাইডিং মেকানিজমের সেন্টারিং ফাংশন চেক করুন, ছুরি গ্রুপের পজিশনিং সিস্টেম রিক্যালিব্রেট করুন এবং টেনশন কন্ট্রোল প্যারামিটারগুলি অপ্টিমাইজ করুন।
সমস্যা 3: ঘুরানোর পরে রোল উপাদানটি আলগা বা কুঁচকে যায়
সম্ভাব্য কারণ: অপর্যাপ্ত বা অসম ঘূর্ণায়মান উত্তেজনা, অ্যাসিঙ্ক্রোনাস ওয়াইন্ডিং গতি এবং কাটার গতি, কয়েল উপাদানের অসম্পূর্ণ সমতলকরণ।
সমাধান: ওয়াইন্ডিং টেনশনকে একটি উপযুক্ত মানের সাথে সামঞ্জস্য করুন, একই সাথে কাটিং এবং ঘুরানোর গতি অপ্টিমাইজ করুন এবং মেটাল স্লিটিং মেশিনে লেভেলিং মেশিনের রোলার শ্যাফ্টগুলি পরিধান করা হয়েছে কিনা তা পরীক্ষা করুন৷
* slitting প্রক্রিয়ার মান পরিদর্শন
মাত্রিক পরিদর্শন: সংকীর্ণ স্ট্রিপগুলির প্রস্থ এবং বেধের নির্ভুলতা পরিদর্শন করতে ক্যালিপার এবং লেজারের প্রস্থ পরিমাপক ব্যবহার করুন যাতে তারা অর্ডারের প্রয়োজনীয়তাগুলি পূরণ করে।
ভিজ্যুয়াল পরিদর্শন: কাটা প্রান্তটি মসৃণ এবং দাগমুক্ত কিনা এবং রোল উপাদানের পৃষ্ঠে স্ক্র্যাচ বা বলি আছে কিনা তা দৃশ্যত বা সরঞ্জামের মাধ্যমে পরীক্ষা করুন।
3. Skaalautuvuus ja monipuolisuus metallinleikkauskoneeseen
*ধাতু স্লিটিং মেশিনের দৈনিক রক্ষণাবেক্ষণ
নিয়মিত পরিষ্কার করুন: এর অভ্যন্তর থেকে ধাতব ধ্বংসাবশেষ সরানধাতু slitting লাইনএটিকে টুল সমাবেশে আটকে যাওয়া বা গাইডিং মেকানিজমের নির্ভুলতাকে প্রভাবিত করা থেকে প্রতিরোধ করতে।
উপাদান তৈলাক্তকরণ: পরিধান কমাতে টুল সেটিং গ্রুপের বিয়ারিং এবং আনওয়াইন্ডিং/রিওয়াইন্ডিং শ্যাফটের মতো চলমান অংশে নিয়মিত লুব্রিকেটিং তেল যোগ করুন
ব্লেড রক্ষণাবেক্ষণ: নিয়মিতভাবে ব্লেডগুলিকে পালিশ করুন এবং প্যাসিভেট করুন, বা ব্লেডের সমস্যার কারণে প্রক্রিয়াকরণের গুণমানকে প্রভাবিত না করার জন্য পরিধানের মাত্রা অনুযায়ী তাদের প্রতিস্থাপন করুন।
সিস্টেম ক্রমাঙ্কন: ধাতব স্লিটিং লাইনটি একটি সুনির্দিষ্ট অপারেটিং অবস্থায় আছে তা নিশ্চিত করতে মাসিক/ত্রৈমাসিক PLC কন্ট্রোল সিস্টেমে পরামিতিগুলি ক্যালিব্রেট করুন।