সংকীর্ণ স্ট্রিপগুলির গুণমান নিশ্চিত করার জন্য সবচেয়ে গুরুত্বপূর্ণ কারণগুলির মধ্যে একটি হল সুনির্দিষ্ট স্লিটিং। স্টেইনলেস স্টীল, ইস্পাত, অ্যালুমিনিয়াম খাদ, তামা, পিপিজিআই, কোল্ড-রোল্ড বা হট-রোলড হোক না কেন, স্লিটিং করার সময় আঁটসাঁট সহনশীলতা অবিলম্বে পণ্যের গুণমান, ডাউনস্ট্রিম প্রক্রিয়াকরণ দক্ষতা এবং গ্রাহক সন্তুষ্টির সাথে সংযুক্ত। সরু স্ট্রিপগুলিকে প্রত্যাখ্যান করা যেতে পারে এমনকি স্লিটের প্রস্থ, প্রান্তের ত্রুটি, বা উপাদান বক্রতার পরিবর্তনের জন্যও।
সুতরাং, কিভাবে আপনি সঠিকভাবে একটি কাজ করতে পারেনইস্পাত ফালা slitting লাইন-প্রতিরোধমূলক রক্ষণাবেক্ষণ: প্রস্তুতকারকের সময়সূচী অনুযায়ী উপাদানের সারিবদ্ধতা, বিয়ারিং, বেল্ট টেনশন, গিয়ার পরিধান এবং বায়ুসংক্রান্ত/হাইড্রোলিক সিস্টেমগুলি পরীক্ষা করুন এবং সম্ভাব্য সমস্যাগুলি দ্রুত সমাধান করুন।

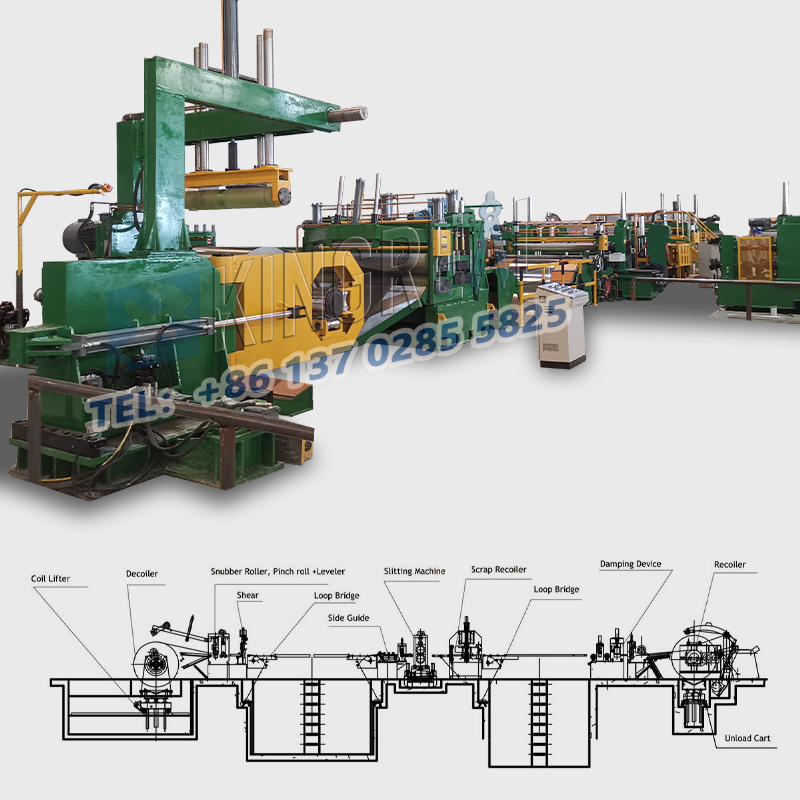
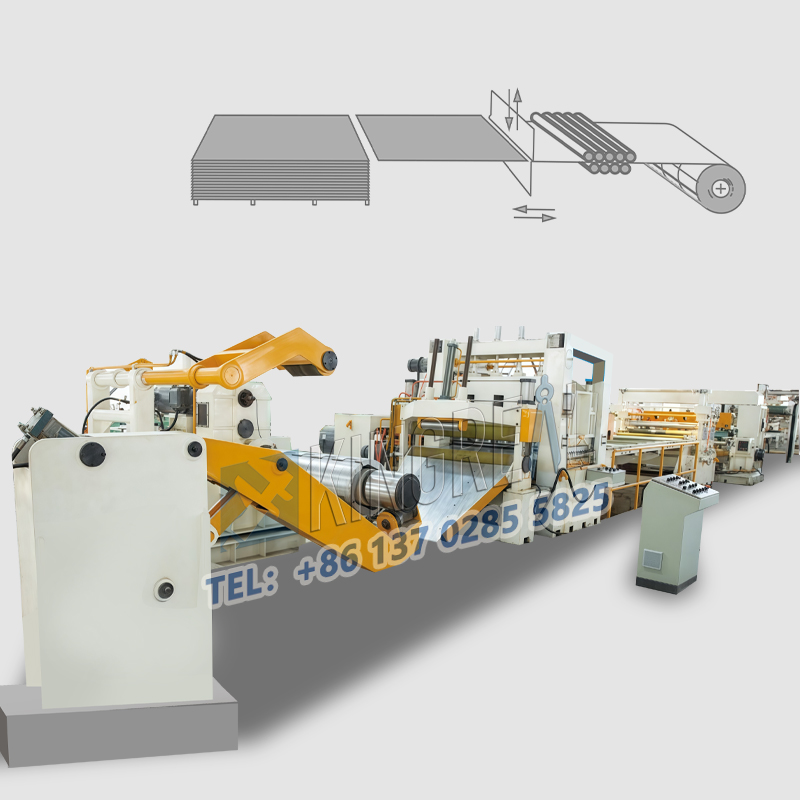
এর প্রাথমিক সেটআপইস্পাত ফালা স্লিটিং মেশিনslitting সহনশীলতা অর্জনের জন্য মৌলিক. স্টার্টআপের আগে পাঁচটি মূল দিক বিবেচনা করতে হবে:
-স্টিল স্ট্রিপ স্লিটিং লাইন সারিবদ্ধকরণ: উপাদান চালানোর আগে, ম্যান্ড্রেলের প্রান্তিককরণ (সঠিক মূল অপারেশন নিশ্চিত করতে), স্লিটিং অক্ষ (আনওয়াইন্ড/রিওয়াইন্ড অক্ষের সমান্তরাল), এবং স্টিলের স্ট্রিপ স্লিটিং মেশিন বেস পরীক্ষা করুন। লেজার সারিবদ্ধকরণ সরঞ্জামগুলি ভুলভাবে সৃষ্ট ত্রুটিগুলি এড়াতে সুনির্দিষ্ট উপাদানের অবস্থান নিশ্চিত করতে ব্যবহৃত হয়।
-ম্যাগনেটিক কোর নির্বাচন এবং ইনস্টলেশন: একটি বৃত্তাকার, সোজা চৌম্বকীয় কোর নির্বাচন করুন যার অভ্যন্তরীণ ব্যাস স্টিলের স্লিটিং মেশিন শ্যাফ্টের সাথে মেলে। স্লিপেজ বা বিকৃতি রোধ করতে এটি নিরাপদে ইনস্টল করা আছে তা নিশ্চিত করুন। মূল কেন্দ্রীকরণের ভুলগুলি স্লিটিং অ্যাপারচারে যেতে পারে, তাই প্রান্তের গুণমান এবং প্রস্থের নির্ভুলতার সাথে আপস করে।
-টুল পজিশনিং: ক্রমাঙ্কন মিটার বা স্টিল স্ট্রিপ স্লিটিং লাইনের জন্য একটি যাচাইকৃত ডিজিটাল রিডআউট ব্যবহার করে অর্ডার স্পেসিফিকেশন অনুযায়ী স্লিটিং প্রস্থ নির্ধারণ করতে টুলের অবস্থান সঠিকভাবে সামঞ্জস্য করুন। স্টার্টআপের আগে পরীক্ষা করে দেখুন যে সরঞ্জামটি স্থানান্তরিত হওয়া এবং বিচ্যুতি ঘটাতে বাধা দেওয়ার জন্য জায়গায় লক করা আছে।
-রোল গাইড: অমসৃণ উত্তেজনা এবং কাটিং বিচ্যুতি রোধ করতে, মাত্রিক স্থিতিশীলতা নিশ্চিত করার জন্য স্লিটিং এলাকায় প্রবেশ করার আগে রোলটিকে কেন্দ্রীভূত করতে প্রাথমিক গাইড অবস্থান সামঞ্জস্য করুন।
-প্রোগ্রাম ভেরিফিকেশন: যদি স্টিল স্ট্রিপ স্লিটিং মেশিন প্রোগ্রামেবল হয়, তাহলে নিশ্চিত করুন যে সঠিক প্রোগ্রামটি লোড করা হয়েছে এবং যে প্যারামিটার যেমন টেনশন কার্ভ এবং স্লিটিং স্পিড অপারেটিং প্রয়োজনীয়তা পূরণ করে যাতে পরামিতি ত্রুটিগুলি এড়াতে পারে যা সহনশীলতাকে প্রভাবিত করতে পারে।
 |
 |
স্থিতিশীল উত্তেজনা সহনশীলতা কাটার চাবিকাঠি এবং চারটি মূল ক্ষেত্রে ব্যবস্থাপনা প্রয়োজন:
-টেনশনের সামঞ্জস্যতা: সর্বত্র অভিন্ন উত্তেজনা বজায় রাখুনইস্পাত ফালা স্লিটিং মেশিনপ্রক্রিয়া, unwinding থেকে, slitting, rewinding থেকে. উপাদানের প্রস্থের পরিবর্তন, প্রসারিত করা, প্রান্তের ঢেউ, নত হওয়া এবং সহনশীলতা সবই স্ট্রেস পরিবর্তনের দ্বারা মারাত্মকভাবে প্রভাবিত হয়।
-জোন কন্ট্রোল: আধুনিক স্টিলের স্ট্রিপ স্লিটিং লাইনগুলিতে আনওয়াইন্ডিং, স্লিটিং এবং রিওয়াইন্ডিংয়ের জন্য স্বাধীন টেনশন জোন রয়েছে। লোড কোষ এবং টান নিয়ন্ত্রকদের নিয়মিত ক্রমাঙ্কিত করা আবশ্যক।
উপাদান বৈশিষ্ট্যের উপর ভিত্তি করে টেনশন সেট করা উচিত: খুব কম স্লিপেজ এবং দুর্বল ট্র্যাকিং হতে পারে; খুব বেশি উপাদান প্রসারিত করতে পারে, যার ফলে প্রান্ত বিকৃতি ঘটে।
-রিওয়াইন্ডিং: সংকোচনযোগ্য উপকরণগুলির জন্য, মূল অংশে একটি উচ্চতর টান প্রয়োগ করা হয়, রোল ব্যাস বৃদ্ধির সাথে সাথে প্রসারিত না করে একটি স্থিতিশীল রোল নিশ্চিত করার জন্য ধীরে ধীরে হ্রাস পায়। অনুপযুক্ত টেপার প্রান্তের ক্ষতি, অসম ঘূর্ণন এবং প্রস্থের সামঞ্জস্যের সাথে আপস করতে পারে।
-বস্তুগত জ্ঞান: বিভিন্ন উপকরণের জন্য বিভিন্ন প্রসারিত কৌশল প্রয়োজন। উপাদানের ইলাস্টিক মডুলাস এবং ফলন শক্তি জানা অত্যাবশ্যক যাতে উপাদানের ক্ষতি বা সহনশীলতা লঙ্ঘন এড়াতে একটি উপযুক্ত টেনশন স্কিম তৈরি করা যেতে পারে।
টুল সেটিংস কাট গুণমান এবং মাত্রিক নির্ভুলতা নির্ধারণ করে, চারটি মূল দিকের উপর ফোকাস করে:
- টুলের তীক্ষ্ণতা: একটি নিস্তেজ টুল উপাদানটিকে চেপে বা ছিঁড়ে ফেলতে পারে, burrs তৈরি করতে পারে এবং সহনশীলতা লঙ্ঘন করতে পারে। তীক্ষ্ণ প্রান্ত বজায় রাখার জন্য, উপাদানের পরিধান বৈশিষ্ট্য এবং প্রক্রিয়াকরণ চক্রের উপর ভিত্তি করে একটি টুল শার্পনিং/প্রতিস্থাপনের সময়সূচী সেট করা উচিত।
- টুল টাইপ এবং স্লিটিং পদ্ধতি: উপাদান এবং কাট প্রয়োজনীয়তার উপর ভিত্তি করে টুল নির্বাচন করুন। সহনশীলতা নিশ্চিত করার জন্য গ্রাহকের প্রয়োজনের উপর ভিত্তি করে একটি ফ্লাই শিয়ারিং (একটানা উচ্চ-গতি), ঘূর্ণমান শিয়ারিং (উচ্চ-নির্ভুলতা), বা স্থায়ী শিয়ারিং (অবস্থায় ছোট-ব্যাচ) এর মধ্যে বেছে নিন।
-কোণ অপ্টিমাইজেশান: রেজার-টাইপ স্টিলের স্ট্রিপ স্লিটিং মেশিনের জন্য, টুল পরিধানের সাথে কাট গুণমানকে ভারসাম্য রাখতে উপাদান অনুযায়ী ফলক কোণ সামঞ্জস্য করুন। শিয়ার-টাইপ স্টিল স্ট্রিপ স্লিটিং লাইনের জন্য উপরের এবং নীচের ব্লেডগুলির মধ্যে ফাঁক এবং ওভারল্যাপটি সূক্ষ্ম সুর করুন (উৎপাদকের চার্টের সাথে পরামর্শ করুন এবং উপাদানের গুণাবলী বিবেচনা করুন)। অনুপযুক্ত ফাঁক বা ওভারল্যাপ burrs এবং রুক্ষ প্রান্ত হতে পারে.
-অপারেশনাল স্থিতিশীলতা: নিশ্চিত করুন যেইস্পাত ফালা স্লিটিং মেশিনএর ব্লেড ক্যারেজ ব্লেড অক্ষের সমান্তরাল এবং "ক্যাটার" চিহ্ন এবং অস্থির প্রান্তের গুণমান এড়াতে রোটারি ব্লেডের রেডিয়াল রানআউটকে ন্যূনতম করা হয়।
 |
 |
প্রমিত উপাদান হ্যান্ডলিং উপাদান-প্ররোচিত সহনশীলতার তারতম্য প্রতিরোধ করতে পারে। চারটি মূল ক্ষেত্রে ফোকাস করুন:
-জয়েন্ট ইন্টিগ্রিটি: জয়েন্ট ব্যর্থতা বা অত্যধিক পুরুত্ব এড়াতে শক্তিশালী, সমানভাবে পুরু জয়েন্টগুলি ব্যবহার করুন যা সরঞ্জাম জ্যামিং, উত্তেজনা ওঠানামা এবং কাটা প্রান্তের ক্ষতি হতে পারে।
-এজ গাইডেন্স: সক্রিয় ওয়েব গাইডগুলিকে নিশ্চিত করতে ব্যবহার করা হয় যে ওয়েবটি স্লিটিং এলাকায় কেন্দ্রীভূত হয়, ওয়েব বিচ্যুতি রোধ করে যার ফলে অসম প্রস্থ এবং দুর্বল বাইরের ফালা প্রান্তের গুণমান হয়।
-রোল হ্যান্ডলিং: রোলগুলি লোড এবং আনলোড করতে ক্রেন এবং শ্যাফ্ট হোস্ট ব্যবহার করুন। প্রভাব বা ড্রপগুলি এড়িয়ে চলুন যা মূলকে ক্ষতিগ্রস্ত করতে পারে এবং এর ঘনত্বকে প্রভাবিত করতে পারেইস্পাত ফালা slitting লাইনইনস্টলেশন প্রান্তের ক্ষতি এবং বিকৃতি রোধ করতে সমাপ্ত রোলগুলি সাবধানে হ্যান্ডেল করুন।
- ধ্বংসাবশেষ ব্যবস্থাপনা: স্লাইটিং এলাকা পরিষ্কার রাখুন এবং অবিলম্বে ধ্বংসাবশেষ অপসারণ করুন যাতে এটি ওয়েবকে বিভ্রান্ত করতে না পারে, কাটারের সাথে হস্তক্ষেপ করতে পারে বা রোলে আটকে যেতে পারে, গুণমান এবং সহনশীলতাকে প্রভাবিত করে।
রক্ষণাবেক্ষণ স্থিতিশীল নিশ্চিত করেইস্পাত ফালা slitting লাইনপাঁচটি মূল ক্ষেত্রে ফোকাস করে অপারেশন এবং সহনশীলতা নির্ভুলতা:
-প্রতিরোধমূলক রক্ষণাবেক্ষণ: প্রস্তুতকারকের সময়সূচী অনুযায়ী উপাদানের সারিবদ্ধতা, বিয়ারিং, বেল্ট টেনশন, গিয়ার পরিধান এবং বায়ুসংক্রান্ত/হাইড্রোলিক সিস্টেমগুলি পরীক্ষা করুন এবং সম্ভাব্য সমস্যাগুলি দ্রুত সমাধান করুন।
- উপাদান পরিধান পরিদর্শন: নিয়মিতভাবে বিয়ারিং, শ্যাফ্ট এবং গিয়ারের মতো মূল উপাদানগুলি পরিদর্শন করুন এবং সহনশীলতাকে প্রভাবিত করা থেকে কম্পন, স্লিপেজ এবং ভুল সংযোজন রোধ করতে গুরুতরভাবে পরা কোনও উপাদান অবিলম্বে প্রতিস্থাপন করুন।
- উপাদান পরিধান পরিদর্শন: নিয়মিতভাবে বিয়ারিং, শ্যাফ্ট এবং গিয়ারের মতো মূল উপাদানগুলি পরিদর্শন করুন এবং সহনশীলতাকে প্রভাবিত করা থেকে কম্পন, স্লিপেজ এবং ভুল সংযোজন রোধ করতে গুরুতরভাবে পরা কোনও উপাদান অবিলম্বে প্রতিস্থাপন করুন।
- ক্রমাঙ্কন এবং রক্ষণাবেক্ষণ: নিয়মিতভাবে টেনশন সেন্সর, লোড সেল এবং ডিজিটাল পজিশনিং সিস্টেমগুলিকে ক্যালিব্রেট করুন যাতে ক্যালিব্রেটেড যন্ত্রগুলির দ্বারা সৃষ্ট পরিমাপ ত্রুটিগুলি প্রতিরোধ করা যায়, যা প্যারামিটার সেটিংসকে প্রভাবিত করতে পারে৷
-পরিষ্কার: মসৃণ অপারেশন নিশ্চিত করতে এবং সমস্যা সনাক্তকরণের সুবিধার্থে ধুলো, গ্রীস এবং ধ্বংসাবশেষ থেকে বিশেষ করে বিয়ারিং, গাইড রেল এবং সেন্সরগুলির চারপাশে স্টিলের স্ট্রিপ স্লিটিং মেশিন পরিষ্কার করুন।