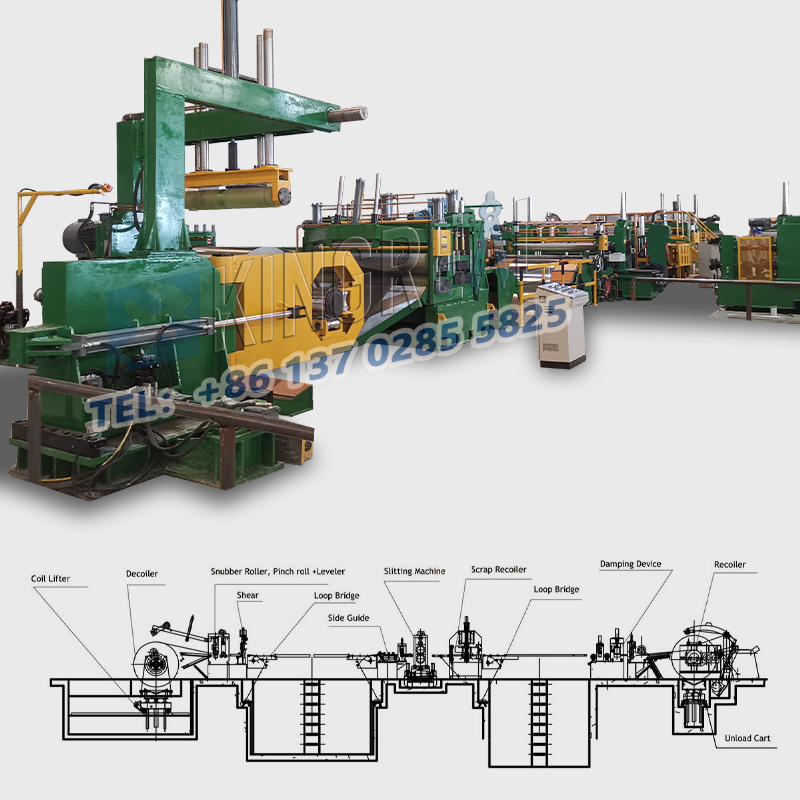
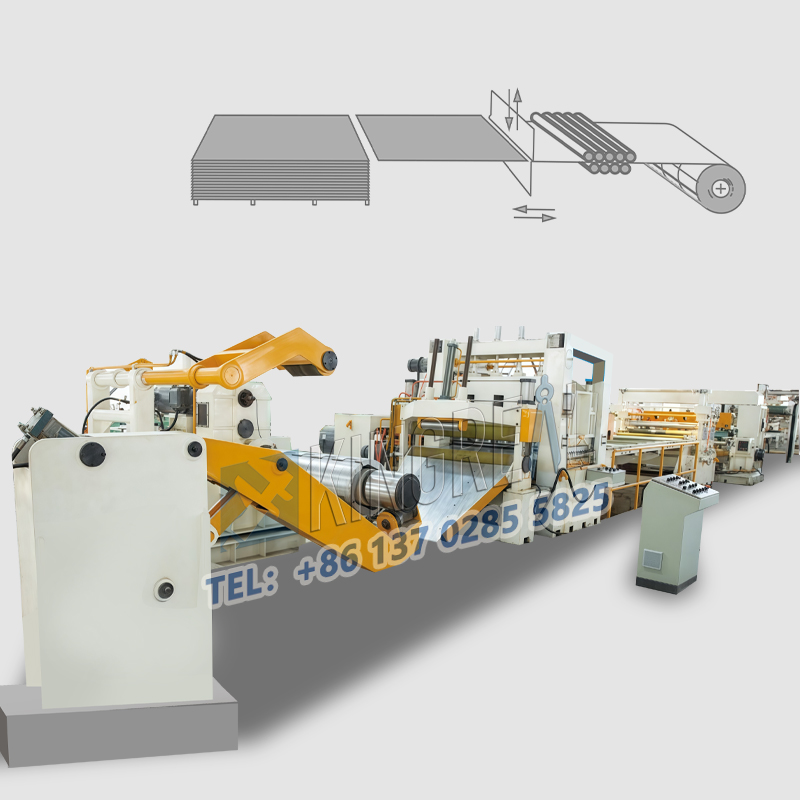
ইস্পাত কুণ্ডলী slitting লাইনউচ্চ নির্ভুলতা এবং কোন burrs সঙ্গে সরু রেখাচিত্রমালা উত্পাদন যেমন unwinding, slitting, এবং উপাদানের বিস্তৃত রোল রিওয়াইন্ডিং হিসাবে অপারেশন সঞ্চালন. যাইহোক, কিছু অস্বাভাবিক ঘটনা ঘটতে পারে ইস্পাত কুণ্ডলী স্লিটিং মেশিনের অপারেশনের সময়, অস্বাভাবিক ঘূর্ণায়মান আকৃতি এবং শীট মেটাল প্রক্রিয়াকরণ বিকৃতি সহ। কিংরিয়েল স্টিল স্লিটারের এই নিবন্ধটি দক্ষ অপারেশন নিশ্চিত করতে স্টিলের কয়েল স্লিটিং লাইনে সাধারণ সমস্যাগুলি কীভাবে সমাধান করা যায় তার একটি বিশদ ব্যাখ্যা প্রদান করবে।
1. নরম কয়েল
-ঘটনা: শিথিলতার কারণে, রিওয়াইন্ডিং মেশিন শ্যাফ্ট থেকে সরিয়ে নেওয়ার পরে ইস্পাত কুণ্ডলীটি ডিম্বাকৃতি-আকৃতির নরম কুণ্ডলী তৈরি করে।
-সমাধান: ওয়াইন্ডিংয়ের শুরুতে যথেষ্ট টান আছে তা নিশ্চিত করুন, তারপর কয়েলের পরিমাণ বাড়ার সাথে সাথে ধীরে ধীরে চাপ কমিয়ে দিন। সঠিক টেনশন সমন্বয় কার্যকরভাবে নরম কয়েলের ঘটনা রোধ করতে পারে।
2. অমসৃণ উইন্ডিং
-প্রপঞ্চ: ইস্পাতের কুণ্ডলীটি ভুল ঘুরার কারণে একটি টেলিস্কোপিং ফর্ম দেখায়।
-কারণ ও সমাধানঃ
A. অপর্যাপ্ত উত্তেজনা: যদি প্রাথমিক উত্তেজনা কম হয়, তাহলে সমাপ্তির সময় ভুলত্রুটি দেখা দিতে বাধ্য। বায়ু দিয়ে শুরু করে, উত্তেজনা বাড়াতে পরামর্শ দেওয়া হয়; কয়েল ভলিউম বাড়ার সাথে সাথে ধীরে ধীরে এটি হ্রাস করুন।
B. ভারসাম্যহীন উত্তেজনা: দুর্বল কাটিং অ্যাঙ্গেল বা গাইড মিসলাইনমেন্ট প্রতিটি দিকে অনিয়মিত দৈর্ঘ্য তৈরি করতে পারে। নিশ্চিত করুন যে রিওয়াইন্ডিং মেশিনটি সঠিকভাবে সারিবদ্ধ করা হয়েছে যাতে উত্তেজনা বৈচিত্রের সম্ভাবনা কমিয়ে আনা যায়; এর সেটিংস চেক করুন।
গ. দুর্বল অভ্যন্তরীণ ক্ল্যাম্প এনগেজমেন্ট পজিশন: অসামঞ্জস্যপূর্ণ ব্যস্ততা উত্তেজনার পরিবর্তন ঘটায়; ধারাবাহিকতা নিশ্চিত করার জন্য বিভাজক অবস্থান পুনর্বিন্যাস করা প্রয়োজন।
D. স্টিলের স্ট্রিপ লুপে বাম এবং ডানে দুলছে: নরম উপাদানগুলি ব্যবহার করে যেমন অনুভূত হতে চাপ দেওয়া কার্যকরভাবে দোলনা প্রতিরোধ করতে পারে।
E. প্রোডাকশন লাইন স্টপেজ: স্টপের পরে পুনরায় আরম্ভ করার সময়, স্থিতিশীল ঘুর চাপ বজায় রাখতে টান পুনরুদ্ধারের দিকে মনোযোগ দেওয়া উচিত।
F. অনুপযুক্ত বিভাজক প্রস্থ সেটিং: নিশ্চিত করুন যে বিভাজক প্রস্থ যথাযথভাবে সেট করা হয়েছে, সাধারণত সমাপ্ত পণ্যের প্রস্থ এবং প্লেটের পুরুত্ব।
3. ভিতরের ব্যাস খিলান
-ঘটনা: ঘুরানোর প্রক্রিয়া চলাকালীন, রিওয়াইন্ডিং মেশিন থেকে সরানো হলে ইস্পাত কুণ্ডলী হঠাৎ ভিতরের ব্যাসের খিলান প্রদর্শন করে।
-কারণ: এটি সাধারণত অত্যধিক ঘূর্ণায়মান উত্তেজনার সাথে সম্পর্কিত, বিশেষ করে যখন পুরু প্লেটগুলি প্রক্রিয়া করা হয়।
-সমাধান: চাপ সামঞ্জস্য করুন এবং ভিতরের ব্যাসের খিলান এড়াতে এমনকি টান নিশ্চিত করুন।
1. সাপের মতো বাঁক (সিকেল বেন্ড)
-প্রপঞ্চ: শিয়ারিং এর ফলে স্টিলের কয়েল প্রস্থের দিকে বাঁকে যায়।
-কারণ এবং প্রতিরোধ ব্যবস্থা:
উ: কাঁচামালের সমস্যা: শিয়ারিং করার পর প্যারেন্ট কয়েলের অবশিষ্ট স্ট্রেস নির্গত হয়। উপাদান প্রক্রিয়াকরণের সময় চাপ উপশম চিকিত্সা সঞ্চালনের সুপারিশ করা হয়।
B. Burr সমস্যা: Burrs অসম প্রান্ত বেধ হয়. burrs এড়াতে প্রক্রিয়াকরণের সময় ধারালো সরঞ্জাম বজায় রাখুন।
C. অসম ব্লেড গ্যাপ: নির্দিষ্ট এলাকায় অত্যধিক বড় বা ছোট ফাঁকের কারণে প্রসারিত পার্থক্য এড়াতে অভিন্ন ব্লেড গ্যাপ নিশ্চিত করুন।
D. রিকোয়লারের একক-পার্শ্বযুক্ত উত্তেজনা: সামগ্রিক সামগ্রিক উত্তেজনা বজায় রাখুন এবং ধারাবাহিকতা নিশ্চিত করতে বিভাজক এবং টেনশন প্লেটগুলি সামঞ্জস্য করুন।
E. অত্যধিক আঁটসাঁট সাইড গাইড: অত্যধিক আঁটসাঁটতা এড়াতে স্লিটিং করার সময় পাশের গাইডগুলি যথাযথভাবে সামঞ্জস্য করুন।
2. প্রান্ত তরঙ্গ
-প্রপঞ্চ: প্রসারিত হওয়ার কারণে স্টিলের স্ট্রিপের প্রান্তগুলি বিকৃত হয়ে যায়।
-কারণ এবং প্রতিরোধ ব্যবস্থা:
A. burrs দ্বারা সৃষ্ট প্রান্ত তরঙ্গ: Burr পর্যবেক্ষণ শক্তিশালী করুন এবং অবিলম্বে তাদের পরিচালনা করুন।
B. পরিমাপকারী রোলার থেকে অত্যধিক চাপ: অতিরিক্ত স্ট্রেচিং প্রতিরোধ করতে রোলারের চাপের পরামিতিগুলি সামঞ্জস্য করুন।
C. কাটিং টুলের সাইড পরিধান: কাটিং মানের গ্যারান্টি দিতে, প্রায়ই কাটিং টুলের অবস্থা পরীক্ষা করুন।
D. সাইড গাইডে উচ্চতার পার্থক্য: ধারাবাহিকতা নিশ্চিত করতে নিয়মিতভাবে কাটিং টুলের উচ্চতা পরীক্ষা করুন।
E. রিকোয়লারের আগে ডিফ্লেকশন রোলারের পরিধান: অভিন্ন টান নিশ্চিত করতে নিয়মিতভাবে সামনের রোলারের পরিধান পরিমাপ করুন।
3. কোমর creases
-প্রপঞ্চ: স্টিল প্লেটের প্রস্থ দিক থেকে ক্রিজগুলি প্রদর্শিত হয়।
-কারণ এবং প্রতিরোধ ব্যবস্থা:
উ: কাটা ছুরি দ্বারা সৃষ্ট ক্রিজ: রাবারের রিংগুলির আকার সামঞ্জস্য করুন যাতে কাটার সরঞ্জামগুলির দ্বারা ধরা না যায়।
B. কাঁচামালের আকৃতির সমস্যা: একটি থ্রি-রোল লেভেলিং মেশিন ব্যবহার করুন এবং কাটার ধাপের আগে গুণমান পরীক্ষা করুন।
C. সম্প্রসারণ এবং সংকোচনের ড্রামের সমস্যা: অসমতা এড়াতে প্রসারণ এবং সংকোচন প্রক্রিয়া চলাকালীন ইস্পাত স্ট্রিপ এবং ড্রামের মধ্যে ভাল যোগাযোগ নিশ্চিত করুন।
4. ঘুর চিহ্ন
-ঘটনা: রিকয়লারের প্রসারণ এবং সংকোচনকারী ড্রামের পৃষ্ঠের অসমতা বায়ুর গুণমানকে প্রভাবিত করে।
-পাল্টা ব্যবস্থা: প্রসারিত এবং সংকোচনকারী ড্রামের পৃষ্ঠটি নিয়মিতভাবে পরিদর্শন করুন এবং তা দ্রুত সমন্বয় করুন বা প্রতিস্থাপন করুন।
5. বলি
-প্রপঞ্চ: স্টিলের প্লেটের উপরিভাগে বলিরেখা দেখা দেয়।
-কারণ ও সমাধানঃ
উ: লাইনার পেপার সমস্যা: লাইনার পেপারের গুণমান নিশ্চিত করুন এবং ওভারল্যাপিং এবং কুঁচকে যাওয়া এড়ান।
B. রাবারের রিং সমস্যা: নিয়মিতভাবে রাবারের রিংগুলির অবস্থা পরীক্ষা করুন যাতে তারা আলগা না হয়।
C. অনুপযুক্ত টেনশন সামঞ্জস্য: বলিরেখা প্রতিরোধ করতে টেনশন প্লেটের সমন্বয়কে শক্তিশালী করুন।
সমস্যা সমাধানের সময়ইস্পাত কুণ্ডলী slitting লাইনmalfunctions, একটি পদ্ধতিগত পদ্ধতি গ্রহণ করা উচিত. নিম্নলিখিত পদক্ষেপগুলি সাধারণত অনুসরণ করা যেতে পারে:
-ডেটা রেকর্ডিং: অপারেটিং এনভায়রনমেন্ট রেকর্ড করুন, সময়, এবং সেট প্যারামিটারগুলি যখন ত্রুটি দেখা দেয়।
-অন-সাইট পরিদর্শন: ইস্পাত কয়েল স্লিটিং মেশিনের কাজের অবস্থা পর্যবেক্ষণ করার জন্য একটি চাক্ষুষ পরিদর্শন পরিচালনা করুন।
-অপারেটরের সাথে যোগাযোগ করুন: ত্রুটি হওয়ার আগে অপারেটরকে অপারেটিং পদক্ষেপগুলি সম্পর্কে জিজ্ঞাসা করুন।
ধাপে ধাপে সমস্যা সমাধান: উপরের ফল্ট শ্রেণীবিভাগ অনুযায়ী সম্ভাব্য সমস্যাগুলো একে একে পরীক্ষা করুন।
- টুল ব্যবহার: পরিমাপ এবং সমন্বয়ের জন্য প্রয়োজনীয় সরঞ্জাম এবং যন্ত্র ব্যবহার করুন।
কিংরিয়েল স্টিল স্লিটার আশা করে যে এই নিবন্ধটির মাধ্যমে, আপনি কার্যকরীভাবে পরিচালনার বিভিন্ন সমস্যা মোকাবেলা করতে পারবেনইস্পাত কুণ্ডলী slitting লাইনএবং স্থিতিশীল এবং অবিচ্ছিন্ন উত্পাদন নিশ্চিত করুন। নিয়মিত রক্ষণাবেক্ষণ এবং পেশাদার প্রশিক্ষণও ত্রুটি প্রতিরোধের জন্য গুরুত্বপূর্ণ ব্যবস্থা।