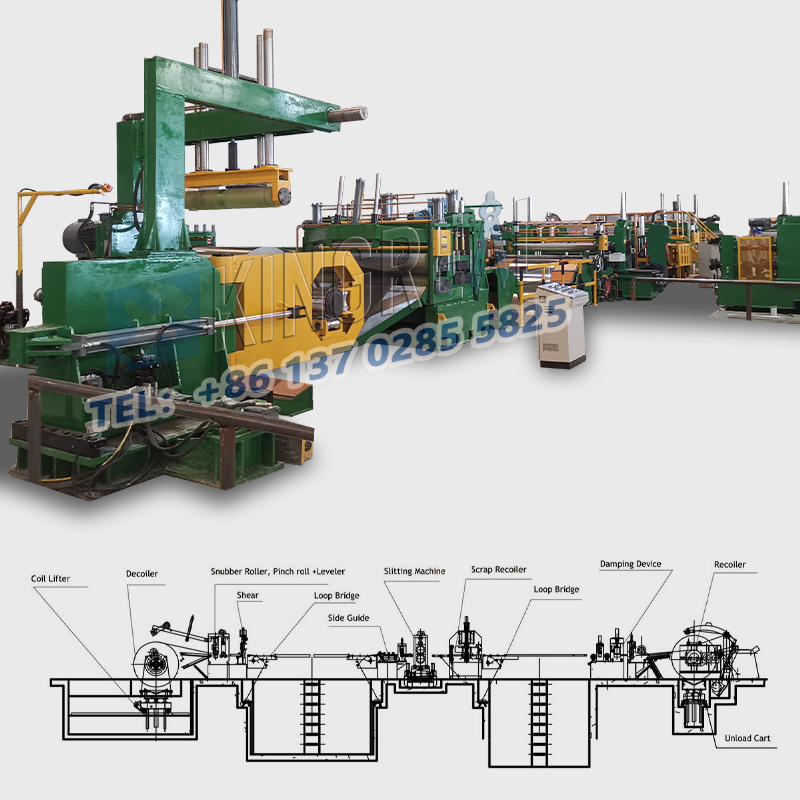
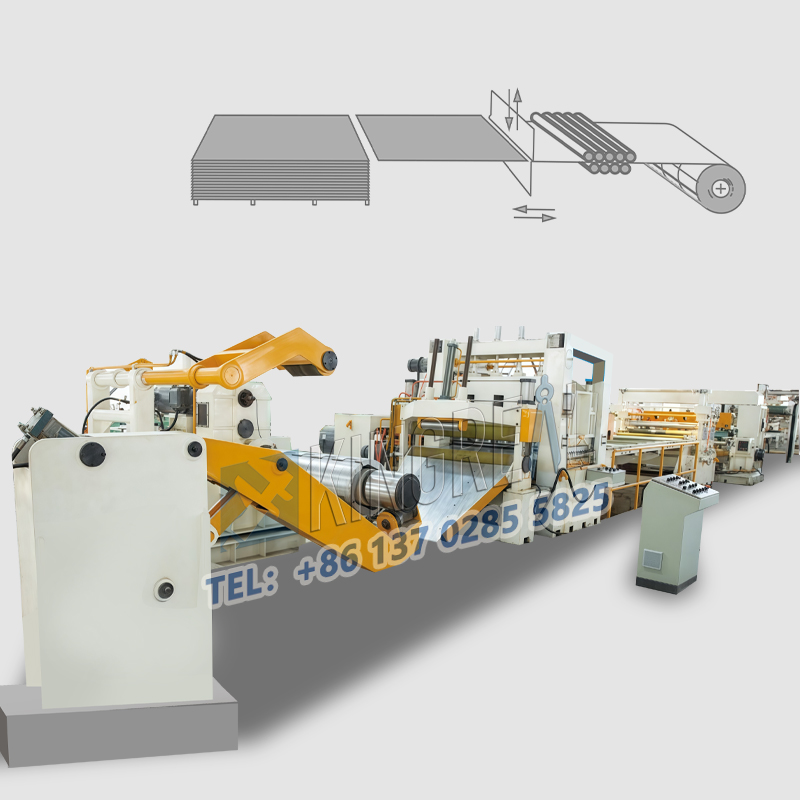
মেটাল স্লিটিং মেশিনধাতু প্রক্রিয়াকরণ শিল্পে ব্যাপকভাবে ব্যবহৃত হয়, প্রাথমিকভাবে ধাতব উপাদানের বড় রোলগুলিকে কয়েকটি সরু স্ট্রিপে কাটার জন্য। যাইহোক, প্রকৃত ক্রিয়াকলাপের সময়, ধাতব স্লিটিং লাইনগুলি বিভিন্ন অস্বাভাবিকতার সম্মুখীন হতে পারে, যার ফলে প্রক্রিয়াকরণের দক্ষতা বা উপাদান বর্জ্য হ্রাস পায়। কিংরিয়েল স্টিল স্লিটারের এই নিবন্ধটি মেটাল স্লিটিং মেশিনের সাথে বেশ কয়েকটি সাধারণ অপারেশনাল সমস্যার সমাধান করবে এবং ব্যবহারকারীদের তাদের ধাতব স্লিটিং লাইনগুলিকে আরও ভালভাবে ব্যবহার করতে সহায়তা করার জন্য সংশ্লিষ্ট সমাধান প্রদান করবে।
1.1 কুণ্ডলী সঙ্কুচিত
স্লিটিং করার পরে, যখন স্টিলের কয়েলটি রিল থেকে সরানো হয়, এটি প্রায়শই ভেঙে পড়ে এবং ডিম্বাকৃতির হয়ে যায়। এই ঘটনার প্রধান কারণ হল ঘূর্ণন প্রক্রিয়ার সময় অপর্যাপ্ত উত্তেজনা, বা ইস্পাত ফালা পৃষ্ঠে মরিচা-প্রতিরোধী তেলের উপস্থিতি, স্তরগুলির মধ্যে পর্যাপ্ত ঘর্ষণ প্রতিরোধ করে। এই সমস্যা সমাধানের জন্য, নিম্নলিখিত ব্যবস্থা গ্রহণ করা যেতে পারে:
1.1.1 কয়েলের বিকৃতি রোধ করার জন্য ওয়াইন্ডিং প্রক্রিয়া চলাকালীন পর্যাপ্ত টান প্রয়োগ করা হয়েছে তা নিশ্চিত করুন।
1.1.2 নিয়মিতভাবে স্টিলের স্ট্রিপ পৃষ্ঠটি পরিদর্শন করুন যাতে এটি পরিষ্কার এবং তেল মুক্ত, এইভাবে স্তরগুলির মধ্যে ভাল ঘর্ষণ নিশ্চিত করে৷
1.2 অসম ইস্পাত কুণ্ডলী প্রান্ত
অসম ইস্পাত কুণ্ডলী প্রান্ত প্রধানত নিম্নলিখিত কারণগুলির দ্বারা সৃষ্ট হয়:
1.2.1 দুর্বল উত্তেজনা: উইন্ডিং এর শুরুতে দুর্বল টান এবং ওয়াইন্ডিং এর শেষে প্রবল টান অসম উইন্ডিং এর দিকে নিয়ে যায়। এটি এড়াতে, টান বাড়ানোর শুরুতে বাড়াতে হবে এবং শেষে কমাতে হবে।
1.2.2 অসম টেনশন ডিস্ট্রিবিউশন: যদি স্টিলের স্ট্রিপটি অগ্রবর্তী প্রান্তে সোজা না কাটা হয়, বা কাটার সময় স্টিলের স্ট্রিপের অগ্রবর্তী প্রান্তে ক্ল্যাম্পগুলি কামড় দেয়, তাহলে এটি অসম টেনশন বিতরণের দিকে পরিচালিত করবে। অপারেশন করার আগে, নিশ্চিত করুন যে স্লিটিং স্ট্রিপটি এমনকি টান নিশ্চিত করতে রিলের পৃষ্ঠের সাথে শক্তভাবে সংযুক্ত রয়েছে।
1.2.3 লুপ পিটে দোলন: যদি স্টিলের স্ট্রিপ লুপ পিটে এপাশ থেকে ওপাশে দোলাতে থাকে, এবং ছোট গাইড রোলারগুলি সঠিকভাবে স্থির না থাকে, তাহলে এটি টেনশন প্লেটের কোণে পরিবর্তন ঘটাতে পারে, যার ফলে অসম ঘুরতে পারে। দোলন কমাতে, স্টিলের স্ট্রিপ পৃষ্ঠের সাথে যোগাযোগ করার জন্য লুপ পিটের পরে একটি কার্পেট বা অনুভূত ব্যবহার করা যেতে পারে এবং ছোট গাইড রোলারগুলিকে ঠিক করা উচিত।
1.2.4 Burr জেনারেশন: সংকীর্ণ ইস্পাত স্ট্রিপের জন্য, কাটার সময় বড় burrs বা উভয় পাশে অসামঞ্জস্যপূর্ণ burrs অসম ঘুরতে পারে। লুপ পিটে উপরের দিকে মুখ করে স্টিলের স্ট্রিপটি উল্টানোর পরামর্শ দেওয়া হয় যাতে বুরগুলি নীচের দিকে মুখ করে, কার্যকরভাবে এই সমস্যাটি প্রতিরোধ করে।
স্লিটিং করার পরে, ইস্পাত ফালা পার্শ্বীয় নমনের মতো বিকৃতি প্রদর্শন করতে পারে। কারণগুলি বেশ জটিল:
2.1 অসম শিয়ার গ্যাপ:
উপর কধাতু স্লিটিং মেশিন, কাটার শ্যাফ্ট কাঁধে ভুল রেফারেন্স পয়েন্ট, কাটার শ্যাফ্ট বিয়ারিং-এর অত্যধিক অক্ষীয় ক্লিয়ারেন্স, বা স্পেসারে ত্রুটি বা এর পুরুত্ব সবই অসম শিয়ার ফাঁক হতে পারে, যার ফলে বিকৃতি ঘটে। ধাতব স্লিটিং লাইনকে নিয়মিত পরিদর্শন এবং ক্রমাঙ্কন করে তার স্বাভাবিক অপারেশন নিশ্চিত করা কার্যকরভাবে এই পরিস্থিতি প্রতিরোধ করতে পারে।
2.2 উপাদানের বেধের তারতম্য:
প্রশস্ত উপাদানের মধ্যম এবং প্রান্তের অংশগুলির মধ্যে বেধের পার্থক্য একটি সাধারণ সমস্যা, বিশেষত ঘূর্ণিত উপকরণগুলিতে। ধাতব স্লিটিং লাইনের নির্ভুলতা এবং সমন্বয় কৌশলগুলির পার্থক্যের কারণে, বিভিন্ন নির্মাতাদের থেকে উপকরণগুলির বেধের বৈচিত্রও পরিবর্তিত হয়। প্রক্রিয়াকরণের আগে বেধ পরীক্ষা করার এবং প্রকৃত বেধের পার্থক্য অনুসারে সামঞ্জস্য করার পরামর্শ দেওয়া হয়।
2.3 বেস উপাদান নমন:
ঘূর্ণায়মান সময় বেস উপাদান উত্পন্ন অভ্যন্তরীণ চাপ সম্ভাব্য অবশিষ্ট চাপ বলা হয়. অনুদৈর্ঘ্য স্লিটিং পরে স্ট্রেস ভারসাম্য হারানো ইস্পাত ফালা নমন হতে পারে. অতএব, উচ্চ-মানের কাঁচামাল নির্বাচন করা এবং রোলিং প্রক্রিয়াটি অপ্টিমাইজ করা গুরুত্বপূর্ণ সমাধান।
2.4 অসামঞ্জস্যপূর্ণ Burrs বা প্রান্ত:
কয়েলিংয়ের সময় বড় burrs সহ প্লেটের পুরুত্ব বেশি হলে, এটি একটি বড় কুণ্ডলী ব্যাসের দিকে নিয়ে যাবে এবং একটি ট্রাম্পেট আকৃতির বাঁক তৈরি করবে। এটি মোকাবেলার জন্য, উপযুক্ত বেধের একটি কাগজ অন্য দিকে ঢোকানো যেতে পারে বা একটি স্লিটিং প্রক্রিয়া গ্রহণ করা যেতে পারে।
স্ট্রিপের 2.5 তরঙ্গায়িত প্রান্ত:
কয়েলিং প্রক্রিয়া চলাকালীন, burrs উপস্থিতি ইস্পাত ফালা প্রান্তে বর্ধিত বেধ হতে পারে, যার ফলে প্রান্ত প্রসারিত হয়। ধাতব স্লিটিং মেশিনের অপারেশন চলাকালীন, পার্শ্বীয় চাপ কমাতে অনুভূমিক ছাড়পত্র বাড়ানো প্রয়োজন। এছাড়াও, কাটা উপাদানের জন্য উপযুক্ত ব্লেড ব্যবহার করা এবং ব্লেডের পরিধান হ্রাস করাও এই সমস্যা সমাধানে সহায়তা করে।
3.1 ব্লেড দ্বারা ধরা
একটি সরু স্টিলের ফালা কাটার সময়, যদি আঙুলের আকৃতির চাপ প্লেট দুটি বাইরের ব্লেডের মধ্যে ফাঁকটি সম্পূর্ণরূপে পূরণ না করে, তাহলে স্টিলের স্ট্রিপ দুটি বাইরের ব্লেড দ্বারা ধরা পড়তে পারে, যার ফলে ক্রিজ হয়ে যায়। এই সমস্যা প্রতিরোধ করার জন্য একটি কার্যকর কৌশল হল বাইরের ব্লেডের মধ্যকার ফাঁক একটি সমতল চাপের প্লেট দিয়ে পূরণ করা এবং ঘর্ষণ কমাতে ব্লেডগুলিতে নিয়মিত কেরোসিন প্রয়োগ করা নিশ্চিত করা।
3.2 উইন্ডিং ড্রাম চোয়ালে ক্রিজিং
ধাতব স্লিটিং মেশিনে, যদি প্রথম ওয়াইন্ডিং পাসের সময় স্টিলের স্ট্রিপ ওয়াইন্ডিং ড্রামের সাথে শক্তভাবে ফিট না হয়, তাহলে পরবর্তী ওয়াইন্ডিংয়ের সময় ক্রিজ হতে পারে। এটি এড়ানোর জন্য, ওয়াইন্ডিং ড্রামের চোয়ালগুলি নিয়মিত পরীক্ষা করা উচিত এবং এটি নিশ্চিত করা উচিত যে স্টিলের ফালাটি ওয়াইন্ডিংয়ের শুরুতে ড্রামের সাথে নিরাপদে এবং শক্তভাবে সংযুক্ত রয়েছে।
4.1 চাপ প্লেট দ্বারা সৃষ্ট ব্লেড চিহ্ন
যদি প্রেসার প্লেটের উচ্চতা গাইড প্লেটের সাথে অসামঞ্জস্যপূর্ণ হয় তবে এটি স্টিলের স্ট্রিপের উপর অত্যধিক চাপ সৃষ্টি করতে পারে, ফলস্বরূপ ব্লেডের দাগ হতে পারে। অতএব, প্রেসার প্লেটের উচ্চতা নিয়মিতভাবে পরীক্ষা করা উচিত এবং এটি গাইড প্লেটের উচ্চতার সাথে সামঞ্জস্যপূর্ণ কিনা তা নিশ্চিত করতে সমন্বয় করা উচিত।
4.2 ব্লেড প্রেসার প্লেটের কম্পন
যখন ব্লেড প্রেসার প্লেট উপরে এবং নিচে কম্পিত হয়, এটি ব্লেডের চিহ্নও সৃষ্টি করতে পারে। এই ব্লেড চিহ্নগুলি সাধারণত বিরতিহীন, এবং প্রধান কারণগুলির মধ্যে রয়েছে টাকু বাঁকানো, ব্লেড এবং স্পিন্ডেলের মধ্যে অত্যধিক ক্লিয়ারেন্স এবং ব্লেডের অন্য দিকে ধাতব ধ্বংসাবশেষের সিন্টারিং। স্পিন্ডেলের অবস্থা পরীক্ষা করা এবং ব্লেডগুলি পরিষ্কার রাখা কার্যকরভাবে ব্লেড চিহ্নের ঘটনা কমাতে পারে।
মেটাল স্লিটিং লাইনদৈনন্দিন ব্যবহারের সময় অনিবার্যভাবে বিভিন্ন সমস্যার সম্মুখীন হতে হয়, তবে অনেক সমস্যাই এড়ানো যায় বা সতর্কতামূলক পরিদর্শন এবং রক্ষণাবেক্ষণের মাধ্যমে প্রশমিত করা যায়। সাধারণ সমস্যাগুলি বোঝা এবং আয়ত্ত করা এবং ধাতব স্লিটিং মেশিনগুলির জন্য তাদের সমাধান ব্যবহারকারীদের উত্পাদন প্রক্রিয়াগুলি অপ্টিমাইজ করতে এবং কাজের দক্ষতা উন্নত করতে সহায়তা করতে পারে। কিংরিয়েল স্টিল স্লিটার আশা করে যে উপরের পরামর্শগুলি আপনার ধাতব স্লিটিং লাইন ব্যবহার করার ক্ষেত্রে আপনার জন্য মূল্যবান রেফারেন্স প্রদান করবে এবং এর ক্রমাগত এবং দক্ষ অপারেশন নিশ্চিত করবে। আপনার যদি কোন প্রশ্ন থাকে, অনুগ্রহ করে নির্দ্বিধায় কিংরিয়েল স্টিল স্লিটারের সাথে যোগাযোগ করুন!