স্লিটিং লাইন মেশিনপ্রতিটি রোলারের ভিতরে খাদ এবং সংশ্লিষ্ট উপাদানগুলি রিফুয়েলিং উন্মোচন করার জন্য প্রয়োজন, এটি বুধবারের সময়। যখন উত্পাদন কর্মশালায় বাতাসের আর্দ্রতা 50% এর নিচে থাকে, স্ট্যাটিক ইলেক্ট্রিসিটির প্রভাবের কারণে, ওয়ার্প-সাপোর্টিং কার ফ্লাই স্টার্ট হয়, চাপ বেশি ভেঙে যায়, আরও গুরুতর ক্ষেত্রে, কারখানার শেষে ওয়ার্প শ্রমিকের বিরুদ্ধে দৌড়। সিল্ক অ্যাক্সেল হেড, রাসায়নিক হতে 2 ঘন্টার বেশি এবং শিস।
আমরা সিল্ক ফ্যাব্রিক স্লিটিং ওয়ার্পিং মেশিনের বিরুদ্ধে পরিবর্তিত তৈলাক্ত যন্ত্রপাতির বিরুদ্ধে দৌড়াই যা ফ্লাই সমস্যার শুরুতে সৃষ্ট স্ট্যাটিক ইলেক্ট্রিসিটি মোকাবেলা করে, একই সাথে একটি শ্যাফ্ট হেড মাত্র পঁয়তাল্লিশ মিনিটে, না শুধুমাত্র শ্রম দক্ষতা কমাতে। কর্মীদের, কিন্তু উচ্চ দক্ষতা উন্নত.
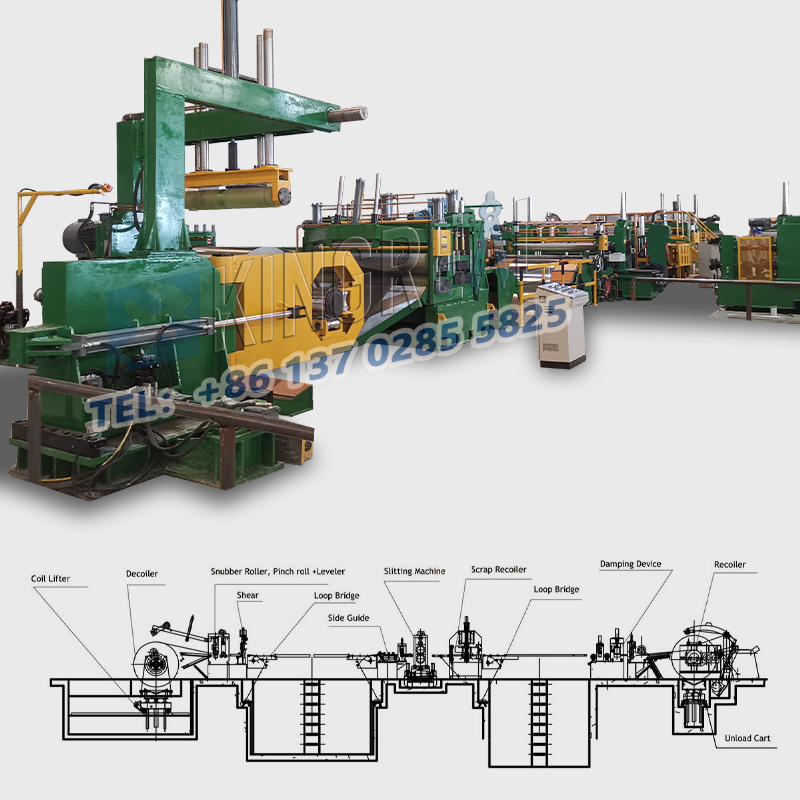
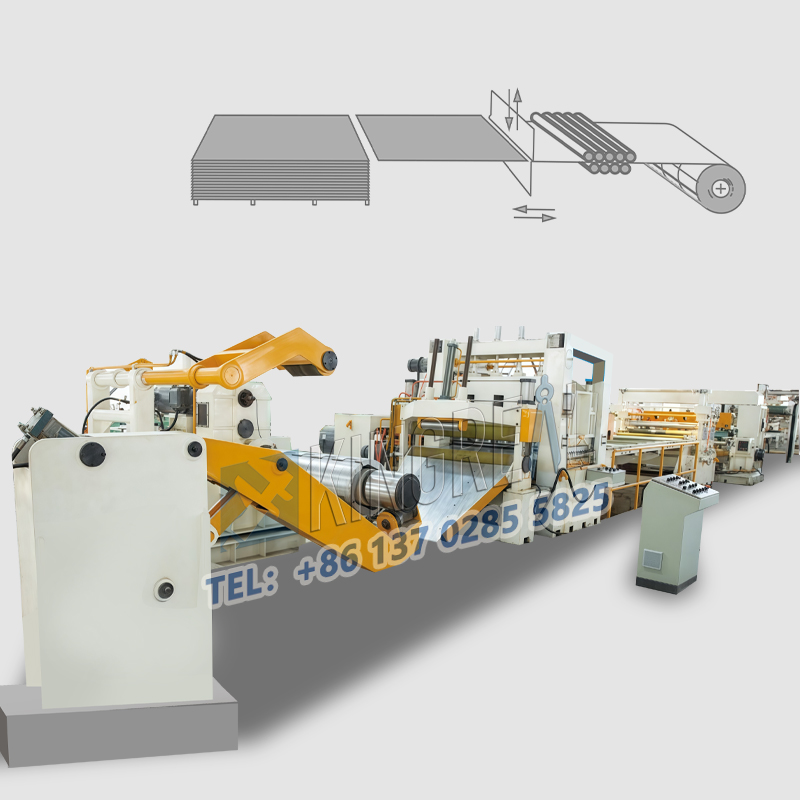
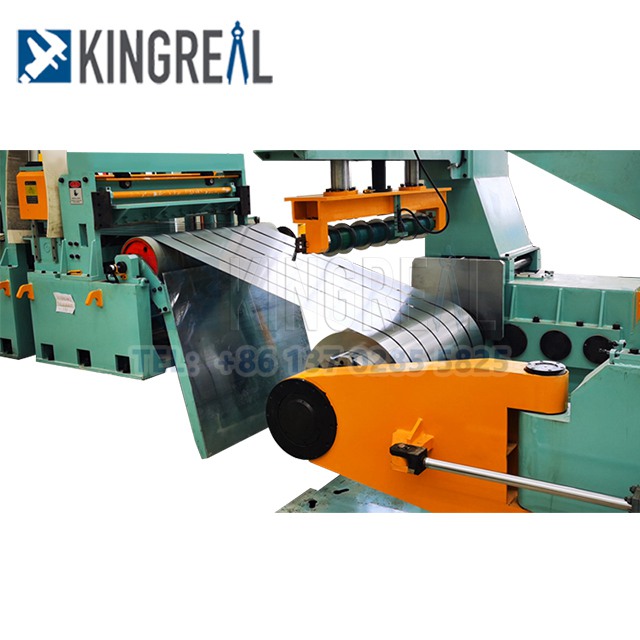
ইস্পাত স্লিটিং মেশিনরুটিন রক্ষণাবেক্ষণ:
1. মুছা (চাপ চাকা, শ্যাফ্ট রোল আউট এবং ট্রমা ময়লা থাকতে পারে না)
2. প্রয়োজন না হলে, পাওয়ার অফের দিকে মনোযোগ দিন।
3. মরিচা চিকিত্সা প্রতিরোধ করার জন্য স্ক্রু এবং ট্রমাগুলি প্রায়শই জ্বালানী করা উচিত।
স্টিলের কয়েল স্লিটিং মেশিনকে সপ্তাহে তিনবার বাম এবং ডান ছুরির জায়গায় গ্রীস করতে হবে। ফিড ছুরির ক্লাচ এলাকা লুব্রিকেট করা উচিত। থ্রেডলেস এক্সট্রুডার স্ক্রুটিকে এর ড্রাইভ সিস্টেম শ্যাফটে গ্রীস করতে হবে এবং তারপরে সপ্তাহে তিনবার উপরে এবং নীচে সরাতে হবে। রিচার্জেবল ব্যাটারি স্লিটারের সিলিন্ডারে সিলিং রোলগুলি সুন্দরভাবে সংগঠিত করা প্রয়োজন, এবং মাছের চোখের বলগুলির ক্ষেত্রটি লুব্রিকেট করা দরকার। রোলিং বিয়ারিং এবং লোডিং ফ্রেমে প্রতি তিন দিনে একবার তেল দেওয়া হয়।
ডিসচার্জ শ্যাফ্ট পিনের অঞ্চলে তেল দেওয়ার ক্ষেত্রে, তেল দেওয়া শুরু করার জন্য আমাদের একটি গ্রীস বন্দুক ব্যবহার করতে হবে এবং তেল দেওয়ার আগে আমাদের প্রথমে তেল দেওয়ার জায়গাটি সংগঠিত করতে হবে। যদি ব্রেক প্যাডেল সংযোগ এলাকা রিফুয়েলিং শুরু করতে, তেল ভর্তি করার পরে তাকে পিছনে সরাতে, প্রতি সপ্তাহে তিনবার ময়শ্চারাইজিং শুরু করতে, তবে সমাপ্তির দিকেও মনোযোগ দিতে হবে।
আপনার যদি অন্য প্রশ্ন থাকে,আমাদের সাথে যোগাযোগ করুন !