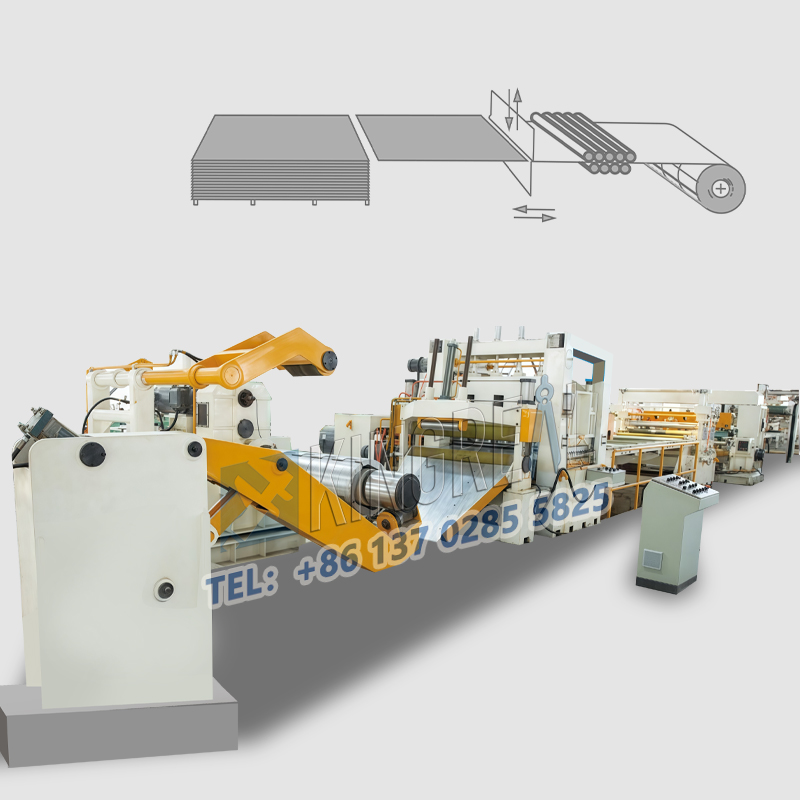
ইস্পাত ফালা স্লিটিং মেশিন গ্রুপ ব্যবহার স্ট্রোক সামঞ্জস্য মনোযোগ দিতে হবে, ঠান্ডা নমন আগে টেস্ট ড্রাইভ হতে হবে. অনুদৈর্ঘ্য ইস্পাত শীট স্লিটিং মেশিন গ্রুপের উপরের ছাঁচটি নীচে নেমে গেলে, আপনাকে নিশ্চিত করতে হবে যে একটি প্লেটের বেধের ফাঁক রয়েছে। অন্যথায়, এটি ছাঁচ এবং মেশিনের ক্ষতির কারণ হবে। স্ট্রোক এছাড়াও বৈদ্যুতিক দ্রুত সমন্বয় এবং ম্যানুয়াল পেট সমন্বয় সঙ্গে সমন্বয় করা হয়.

ছুরিগুলির সমন্বয়ের মাধ্যমে স্লিটার মেশিনের সরঞ্জামগুলির কাজের কর্মক্ষমতা উন্নত করার উদ্দেশ্য অর্জনের জন্য। প্রকৃতপক্ষে, ডিস্ক কর্তনকারীর জন্য রেডিয়াল ড্রাফ্ট গভীরতা এবং অক্ষীয় ছাড়পত্র উভয় অভিজ্ঞতাগতভাবে এবং রেফারেন্স টেবিল অনুসারে মান গ্রহণ করে সমন্বয় করা যেতে পারে।
যখন সরঞ্জামগুলি চলছে, তখন অপারেটরকে বিপদ বা দুর্ঘটনা এড়াতে সরঞ্জাম থেকে একটি নির্দিষ্ট সুরক্ষা দূরত্ব রাখতে হবে। যখন ড্রাইভ বেলন চাপ নিচে, অপারেটর বিপদ প্রতিরোধ করার জন্য সরঞ্জাম উপরে তাদের হাত করা যাবে না. সরঞ্জাম ব্যবহার করার পরে, প্রয়োজনীয় রক্ষণাবেক্ষণের কাজ করা উচিত, সাধারণত এক সপ্তাহে একটি ছোট পরিদর্শন, জানুয়ারিতে একটি বড় পরিদর্শন।
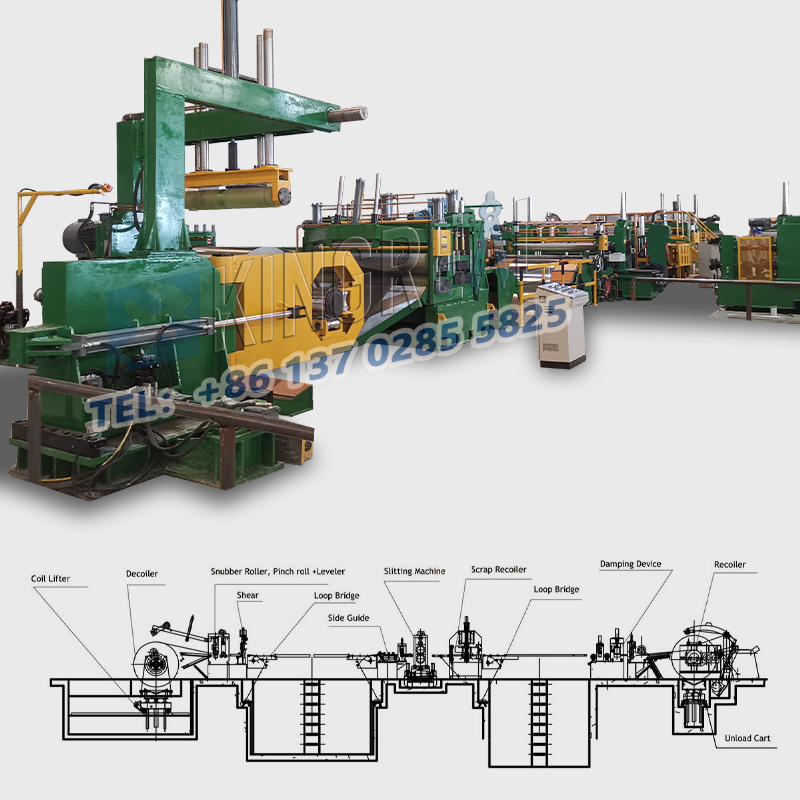
ইস্পাত কুণ্ডলী উপাদান slitting প্রক্রিয়ায়, ঊর্ধ্বমুখী uncoiler অক্ষ মধ্যে ইস্পাত কুণ্ডলী টেম্পারিং উত্পাদন করা সহজ, বিশেষ করে টাওয়ার-আকৃতির ভলিউম ধ্বংস, টেম্পারিং আরো গুরুতর। এইভাবে, উৎপাদন প্রক্রিয়ায় সরাসরি শিয়ারকে প্রভাবিত করে, স্ট্রিপ কয়েলটি কেবল টাইট এবং আলগা কুণ্ডলী নয়, বরং কয়েলিং টেনশন বৃদ্ধি, ডিস্ক শিয়ার বল ভারসাম্যহীনতা এবং ও.সমস্যা.