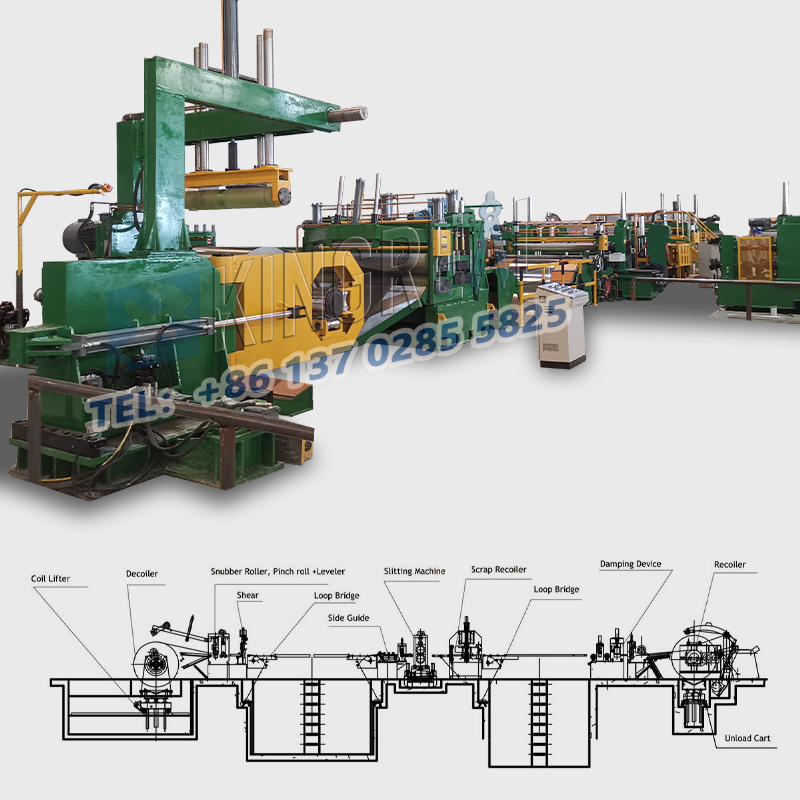
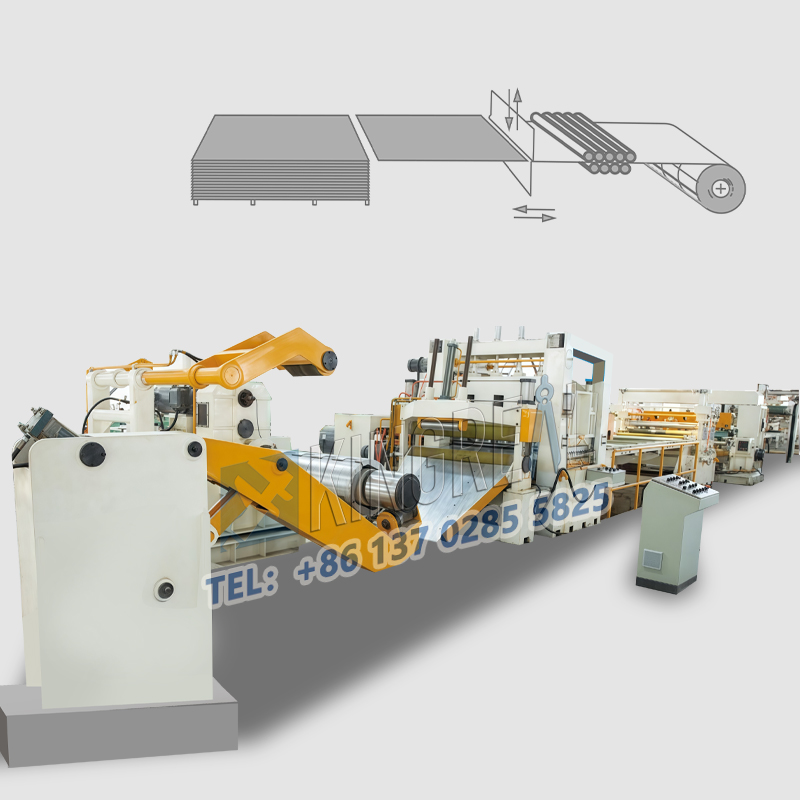
দ্যদৈর্ঘ্য রেখা কাটাকয়েল ক্রস-সেকশন থেকে শীট পর্যন্ত বিভিন্ন কাঁচামাল এবং বেধের ধাতব শীটগুলি কাটার জন্য, শীটগুলিকে সোজা করতে এবং একটি নির্দিষ্ট দৈর্ঘ্যে কাটার জন্য বিশেষভাবে ডিজাইন করা হয়েছে। মৌলিক প্রক্রিয়ার মধ্যে রয়েছে আনওয়াইন্ডিং, স্ট্রেটেনিং, ক্রস-কাটিং এবং স্ট্যাকিং ইত্যাদি। এটি একটি সম্পূর্ণ স্বয়ংক্রিয় কাট-টু-দৈর্ঘ্য উত্পাদন প্রক্রিয়া উপলব্ধি করে এবং শীট পণ্য তৈরি করে যা গ্রাহকের মাত্রিক প্রয়োজনীয়তা পূরণ করে এবং ব্যবহারের জন্য সেকেন্ডারি প্রক্রিয়াকরণে রাখা হয়, যা ব্যাপকভাবে স্বয়ংচালিত উত্পাদন, মেশিন বিল্ডিং এবং ধাতু প্রক্রিয়াকরণ শিল্পে ব্যবহৃত হয়।

বিভিন্ন বেধ এবং মূল উপাদান বিভিন্ন কাঁচামাল জন্য, এবং তারপর দৈর্ঘ্য শিয়ারিং লাইন উত্পাদন প্রক্রিয়া কাটা কিভাবে শিয়ার অগ্রগতি এবং গতি নিশ্চিত করতে?
এর নীতি কিদৈর্ঘ্য মেশিন কাটাকর্তন?
প্রথমত, শিয়ার মেশিনে প্রবেশ করার আগে আপনাকে ধাতব কয়েলের প্রক্রিয়ার সুযোগ বুঝতে হবে:
1. উপাদান খাওয়ানো: শীট ধাতু একটি ফিডিং ডিভাইস (যেমন রোলার, পরিবাহক বেল্ট ইত্যাদি) মাধ্যমে শিয়ারে খাওয়ানো হয়। ফিড ডিভাইসটি নিশ্চিত করে যে শীটটি শিয়ারিং এলাকায় মসৃণভাবে এবং অবিচ্ছিন্নভাবে খাওয়ানো হয়েছে।
2. পজিশনিং এবং ক্ল্যাম্পিং: শিয়ার নির্ভুলতা নিশ্চিত করার জন্য, শিট মেটাল শিয়ার করার আগে সঠিকভাবে অবস্থান করা প্রয়োজন। প্লেটের অবস্থান নির্ধারণের জন্য পজিশনিং ডিভাইস (যেমন পজিশনিং পিন, ফটোইলেকট্রিক সেন্সর ইত্যাদি), ক্ল্যাম্পিং ডিভাইস (যেমন হাইড্রোলিক ফিক্সচার) যাতে প্লেটটিকে শিয়ারিং প্রক্রিয়ার সময় নড়াচড়া করা থেকে বিরত রাখতে হয়।
1. যথার্থ সমতলকরণ: একটি যন্ত্র যা ধাতব প্লেট বা স্ট্রিপ সোজা করার জন্য বিশেষভাবে ব্যবহৃত হয়, যা প্রধানত উপকরণের উৎপাদন এবং প্রক্রিয়াকরণের সময় উত্পাদিত নমন, লহর এবং অন্যান্য অসম ত্রুটিগুলি দূর করতে ব্যবহৃত হয়, এইভাবে উপকরণের সমতলতা এবং গুণমান উন্নত করে। উপরে এবং নীচে সাজানো সমতলকরণ রোলারগুলির একটি সংখ্যা সাধারণত ভিতরে সেট আপ করা হয়। উপরের এবং নীচের রোলারগুলির মধ্যে উপাদানটিকে বারবার বাঁকানোর জন্য এই রোলারগুলি যান্ত্রিকভাবে বা জলবাহীভাবে চালিত হয়।

শিয়ার হোস্ট সরঞ্জামের নীতি:
শিয়ারিং মেশিনের মূল অংশ হল শিয়ারিং ব্লেড, যার মধ্যে সাধারণত উপরের ব্লেড এবং নিচের ব্লেড থাকে। ব্লেডগুলির উপাদান সাধারণত উচ্চ-শক্তির খাদ ইস্পাত হয়, এটির কঠোরতা এবং পরিধান প্রতিরোধের জন্য একটি বিশেষ তাপ চিকিত্সা প্রক্রিয়ার পরে।
স্লাইডার মুভমেন্ট: শিয়ারগুলি সাধারণত যান্ত্রিক বা হাইড্রোলিকভাবে চালিত হয় উল্লম্ব বা তির্যক নিম্নগামী আন্দোলন বরাবর উপরের ব্লেডকে সরানোর জন্য এবং স্থির নিম্ন ব্লেড একটি শিয়ারিং ফোর্স গঠন করে।
শিয়ার ফোর্স অ্যাকশন: যখন উপরের ব্লেডটি চাপা হয়, তখন শীটটি উপরের এবং নীচের ব্লেডের মধ্যে শিয়ার ফোর্স অ্যাকশনের শিকার হয়। যখন শিয়ার বল উপাদানের শিয়ার শক্তিকে ছাড়িয়ে যায়, তখন প্লেটটি শিয়ার লাইন বরাবর ভেঙ্গে যায়, শিয়ারটি সম্পূর্ণ করে।
বর্জ্য পদার্থ নিষ্কাশন: শিয়ার সম্পূর্ণ হওয়ার পরে, শিয়ার করা শীট এবং বর্জ্য পদার্থ পরিবাহক বা বর্জ্য চুট মাধ্যমে নিষ্কাশন করা হয়।
এদিকে, আধুনিক শিয়ারগুলি সাধারণত কম্পিউটার সংখ্যাসূচক নিয়ন্ত্রণ (CNC) সিস্টেমের সাথে সজ্জিত থাকে। কন্ট্রোল সিস্টেমটি উচ্চ মাত্রার অটোমেশন সহ শিয়ারিং প্যারামিটার (যেমন, শিয়ারিং দৈর্ঘ্য, পরিমাণ ইত্যাদি) সেট করার জন্য প্রোগ্রাম করা হয়েছে, যা উত্পাদনশীলতা এবং শিয়ারিং সঠিকতা উন্নত করতে পারে।