1. অপারেশন চলাকালীনধাতু slitting মেশিন সরঞ্জাম, যদি টুলটির পার্শ্বীয় সুইং সমস্যা থাকে, তাহলে এটি মাত্রিক ত্রুটি সৃষ্টি করবে, যেমন টুলের পার্শ্বীয় সুইং এবং টুলের বাইরের ব্যাস। কারণ টুলটির পার্শ্বীয় সুইং মান শূন্য হতে পারে না। কারণটি হল টুলের বেধ, ভিতরের ব্যাস, স্পেসারের হাতার প্রস্থ ইত্যাদির নির্ভুল ত্রুটি এবং ঘন প্লেটটি শিয়ার করার সময় পার্শ্বীয় চাপের কারণে সৃষ্ট ওয়ারিং।
2. ইস্পাত স্লিটিং মেশিন সরঞ্জাম উত্পাদনের সময়, ইস্পাত প্লেটে ট্রান্সভার্স ওয়ার্পিংয়ের সমস্যা রয়েছে, যা দুর্বল প্রস্থের মাত্রা ঘটায়। এর কারণ হল ট্রান্সভার্স ওয়ার্পিং অবস্থায় কাটা পণ্যটিকে ছুরির সেটিং মানের চেয়ে বড় বলে পরিমাপ করা হয়।
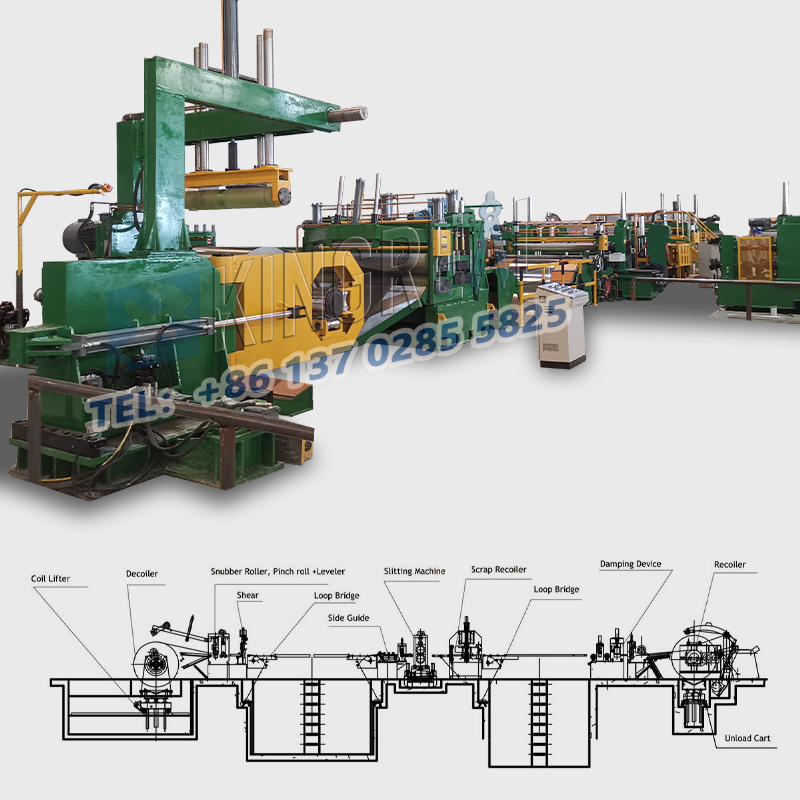
3. মেটাল স্লিটিং লাইন উত্পাদিত এবং চালিত হওয়ার সাথে সাথে, স্পেসার হাতা, ছুরি, ইত্যাদিতে কিছু ম্যাচিং ত্রুটি রয়েছে৷ যখন ছুরিটি মেলে যখন টুকরো সংখ্যা বড় হয়, তখন ক্রমবর্ধমান ত্রুটি আরও বড় হয়৷ এটি দুর্বল উপরের সহনশীলতা সেটিং এর কারণে। আপনার জানা উচিত যে স্লিটিং মেশিন দ্বারা কাটা পণ্যটির প্রস্থ সর্বদা ছুরির পণ্যের সাইডের চেয়ে কিছুটা কম হয়। অতএব, এই নিম্ন সহনশীলতার মাত্রা আগে থেকেই অনুমান করা প্রয়োজন। যখন ছুরিটি পণ্যের পাশে মেলে, তখন স্পেসার হাতাটির আকার একটি রেফারেন্স হিসাবে নির্ধারিত হয়।
ব্যবহৃত শিয়ারিং পদ্ধতিও বিবেচনা করা উচিত। তুলনামূলকভাবে, যদি কয়েল স্লিটিং মেশিনের সরঞ্জামগুলি সোজা টান শিয়ারিং গ্রহণ করে, তবে ইস্পাতের কুণ্ডলীর টান বাড়বে, ট্রান্সভার্স ওয়ার্পিং অদৃশ্য হয়ে যাবে এবং আকারও কমে যাবে।

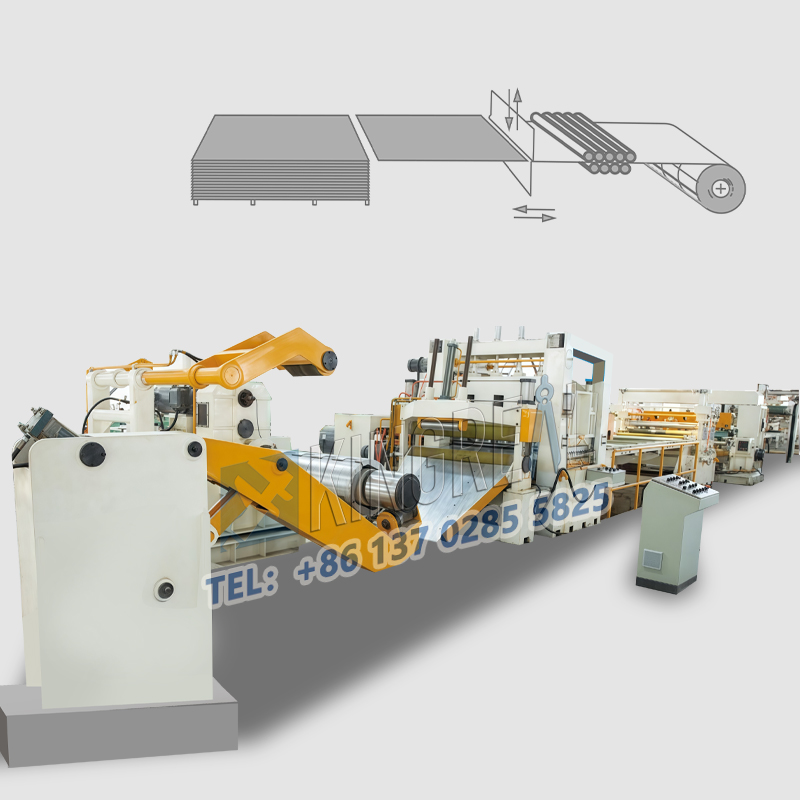
মেশিন নিজেই ছাড়াও, ধাতু উপাদানের বেধ এবং কঠোরতা স্লিটিং প্রক্রিয়া চলাকালীন প্রতিরোধের নির্ধারণ করে। মোটা বা কঠিন উপকরণ কাটা আরো কঠিন, যা সহজে slitting পরে প্রস্থ বিচ্যুতি হতে পারে. উপাদানের বেধ বাড়ার সাথে সাথে উপাদানটির বিকৃতি এবং প্রতিস্থাপনও বাড়তে পারে, যা কাটার সঠিকতাকে প্রভাবিত করে। একই সময়ে, slitting সময় ফিড গতি এবং অপারেশন প্রক্রিয়া কাটার মান প্রভাবিত করে। খুব দ্রুত গতি উপাদান বিকৃতি হতে পারে এবং কাটিয়া প্রস্থ প্রভাবিত করতে পারে; খুব ধীর গতি উপাদান পৃষ্ঠের উত্পাদন দক্ষতা এবং ত্রুটি হ্রাস হতে পারে. অপারেশন প্রক্রিয়া স্পেসিফিকেশন পূরণ করে কিনা এবং টুল সেটিং যুক্তিসঙ্গত কিনা তা কাটার পরে প্রস্থের নির্ভুলতার সাথে ঘনিষ্ঠভাবে সম্পর্কিত।
মেশিন নিজেই ছাড়াও, ধাতু উপাদানের বেধ এবং কঠোরতা স্লিটিং প্রক্রিয়া চলাকালীন প্রতিরোধের নির্ধারণ করে। মোটা বা কঠিন উপকরণ কাটা আরো কঠিন, যা সহজে slitting পরে প্রস্থ বিচ্যুতি হতে পারে. উপাদানের বেধ বাড়ার সাথে সাথে উপাদানটির বিকৃতি এবং প্রতিস্থাপনও বাড়তে পারে, যা কাটার সঠিকতাকে প্রভাবিত করে। একই সময়ে, slitting সময় ফিড গতি এবং অপারেশন প্রক্রিয়া কাটার মান প্রভাবিত করে। খুব দ্রুত গতি উপাদান বিকৃতি হতে পারে এবং কাটিয়া প্রস্থ প্রভাবিত করতে পারে; খুব ধীর গতি উপাদান পৃষ্ঠের উত্পাদন দক্ষতা এবং ত্রুটি হ্রাস হতে পারে. অপারেশন প্রক্রিয়া স্পেসিফিকেশন পূরণ করে কিনা এবং টুল সেটিং যুক্তিসঙ্গত কিনা তা কাটার পরে প্রস্থের নির্ভুলতার সাথে ঘনিষ্ঠভাবে সম্পর্কিত।