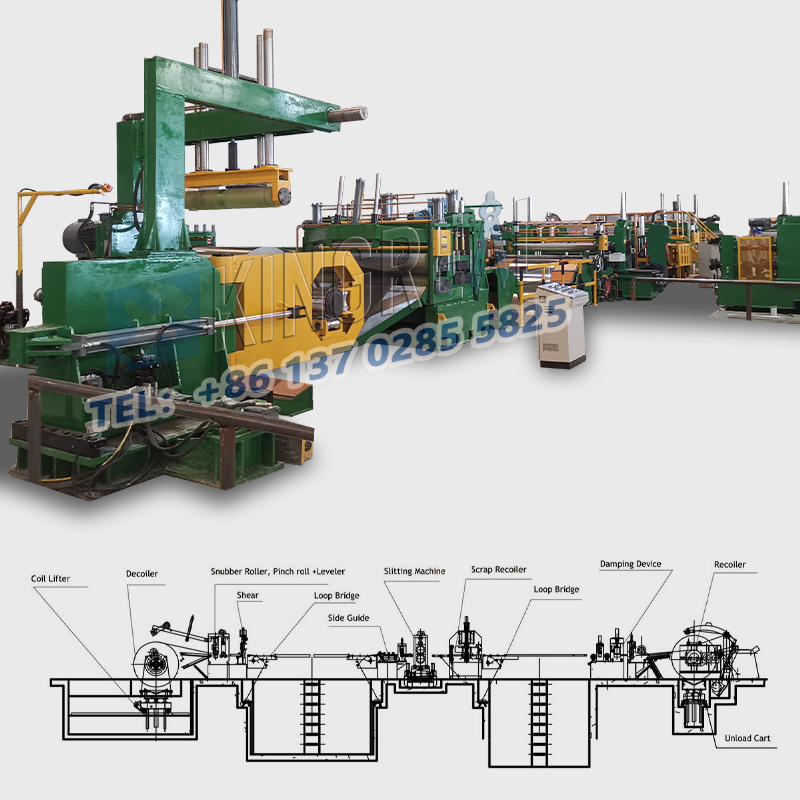
1. স্টোরেজ টেবিল: কাঁচামাল প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়, যাকে কাঁচামাল স্ট্যান্ডবাই প্লেসও বলা হয়, সাধারণত 1-2 কাস্টমাইজ করা হয়।
2. রোল ট্রান্সপোর্ট কার্ট: স্টোরেজ টেবিলে সংরক্ষিত কাঁচামাল আনকয়লারে পরিবহন করুন এবং কাঁচামালকে উঠানো, পড়ে যাওয়া, পিছনে সরানো ইত্যাদি কাজের মাধ্যমে আনকয়লারে রাখুন। এটি সাধারণত ভিজ্যুয়াল/ম্যানুয়াল গ্রহণ করে। মোড, অথবা এটি একটি সম্পূর্ণ স্বয়ংক্রিয় "V" প্লেন বা রোল প্লেনে তৈরি করা যেতে পারে।
3. আনকয়লার: সাধারণত একটি একক ক্যান্টিলিভার টাইপ, যেমন কাঁচামালের ওজন বড় হয়, আনকয়লার ড্রামের অক্জিলিয়ারী সাপোর্টের শেষে যোগ করা প্রয়োজন, আনকয়লার সিটের সাধারণত ফাংশনের নড়াচড়ার আগে এবং পরে একক বরাবর একটি সমান্তরাল দিক থাকে , কার্যকরভাবে এবং দ্রুত কাঁচামাল কেন্দ্রীকরণ সম্পূর্ণ করতে পারে, সাধারণত ভিজ্যুয়াল/পশ্চাৎপদ মোড, এছাড়াও একটি পূর্ণ-স্বয়ংক্রিয় স্বয়ংক্রিয় কেন্দ্রীকরণ করা যেতে পারে, কিন্তু ব্যয়বহুল ফি খরচ বাড়ানোর প্রয়োজন।
4. ক্ল্যাম্পিং, লেভেলিং এবং প্লেট হেড শিয়ার: ক্ল্যাম্পিং হুইল সাধারণত হাইড্রোলিক, নিউম্যাটিক এবং ইলেকট্রিক লিফটিং ডিভাইস, লেভেলিং মেশিন সাধারণত ইলেকট্রিক লিফটিং এবং ওয়ার্ম গিয়ার স্ট্রাকচার যা উত্তোলন এবং অবস্থানের স্থায়িত্ব নিশ্চিত করার জন্য, প্লেট হেড শিয়ার সাধারণত হাইড্রোলিক শিয়ারিং হয়। মেশিন নিশ্চিত যে কাঁচামাল ডিস্ক শিয়ার ফ্লাশ শেষে. মেশিনের লাইনের গতি মসৃণ এবং সিঙ্ক্রোনাইজ করা নিশ্চিত করতে ড্রাইভটি সাধারণত একটি স্টেপলেস গতির মোটর দ্বারা চালিত হয়।
5. লাইভ পিট সেট: কাঁচামাল স্টোরেজ বাফার পিট নামেও পরিচিত, সাধারণত 2 থেকে 4 মিটার গভীরতা, 3 থেকে 4 মিটার দৈর্ঘ্য, ক্ল্যাম্পিং এবং অনুদৈর্ঘ্য শিয়ার স্পিড ম্যাচিং বাফার ডিভাইসে কাঁচামাল হিসাবে, সাধারণত হাইড্রোলিক বৈদ্যুতিক উত্তোলন ট্রানজিশন প্ল্যাটফর্ম, ক্ল্যাম্পিং এবং পাশের কাঁচামালগুলিকে ডিভাইসটিকে গাইড করার জন্য, ট্রানজিশন প্লেটটি সাধারণত রোলার এবং স্ক্র্যাচ-প্রতিরোধী উপকরণগুলির রূপান্তর পৃষ্ঠের সাথে কাঁচামালের যোগাযোগ হিসাবে ব্যবহৃত হয়।
6. সাইড গাইড এবং ক্ল্যাম্পিং ডিভাইস: সাইড গাইড হল ফাস্ট ফরোয়ার্ড ল্যাটারাল পজিশনিং ডিভাইসের কাঁচামাল হিসেবে, সাধারণত একটি উল্লম্ব রোলার টাইপ বা উল্লম্ব প্লেট স্ট্রাকচার ব্যবহার করে, এটি নিশ্চিত করতে যে ট্রান্সভার্স পজিশনিংয়ের অনুদৈর্ঘ্য শিয়ারে কাঁচামালগুলি যাতে না থাকে। সঞ্চালিত হয় এবং সমাপ্ত পণ্য শিয়ার প্রস্থ খারাপ কারণ; ক্ল্যাম্পিং ডিভাইসটি সাধারণত রোলারগুলিতে ব্যবহৃত হয়, যাতে নিশ্চিত করা হয় যে কাঁচামালগুলি লিঙ্গের ছড়িয়ে পড়ার আগে শিয়ার করে।
7. স্লিটিং মেশিন, এই প্রোডাকশন লাইনের মূল ডিভাইস হিসাবে, ব্লেড এবং স্পেসারের বিভিন্ন সংমিশ্রণের মাধ্যমে সমাপ্ত পণ্যগুলির বিভিন্ন প্রস্থ কাটে। স্লিটিং ছুরি শ্যাফ্টের নির্ভুলতা খুব বেশি। এর অনুদৈর্ঘ্য রানআউট, পার্শ্বীয় বিচ্যুতি এবং এর যান্ত্রিক শক্তি সবই স্লিটিং পণ্যের নির্ভুলতা নির্ধারণ করে। বৃত্তাকার ব্লেড এবং ব্লেড স্পেসারের মতো এর আনুষাঙ্গিকগুলির নির্ভুলতা প্রয়োজনীয়তাগুলিও স্লিটিং পণ্যের নির্ভুলতা এবং ছুরি বিন্যাসের সময় নির্ধারণ করে, যা প্রসেসিং আউটপুটকে সরাসরি প্রভাবিত করে। রিবন্ডিং পদ্ধতিতে সাধারণত দুই ধরনের রিওয়াইন্ডিং থাকে: রাবার রিং রিবন্ডিং এবং প্রেসার প্লেট রিওয়ান্ডিং, এবং ব্লেড এবং ব্লেড স্পেসারের অবস্থানে বাদাম পজিশনিং এবং আরও ব্যয়বহুল হাইড্রোলিক শ্যাফ্ট লকিং ইত্যাদি রয়েছে। রিবন্ডিং পদ্ধতিতে দুটি ধরণের রিবন্ডিং রয়েছে: রাবার রিং রিবন্ডিং এবং চাপ প্লেট রিওয়াইন্ডিং।
8. ট্রানজিশন প্ল্যাটফর্ম: ট্রানজিশন প্ল্যাটফর্ম হল ডিভাইসের মধ্যে বাফার পিটগুলির সমাপ্ত সেটে সমাপ্ত পণ্যের শিয়ার করা রূপান্তর, ব্লেড সারিকে সহজ করার জন্য ডিস্ক শিয়ারের অংশের কাছাকাছি এর প্রয়োজনীয়তাগুলি অবাধে উপরে তোলা যেতে পারে। গ্রুপ এবং সমাপ্ত পণ্যের গুণমান পরিমাপ এবং অন্যান্য ফাংশন, উপাদান চাপ প্লেট ডিভাইসের শেষ নির্দিষ্ট অংশে গিঁট সঙ্গে একটি জগাখিচুড়ি গঠন পিট লাইভ সেট মধ্যে শিয়ার পতনের পরে সমাপ্ত পণ্য প্রতিরোধ করার জন্য.
8. স্ক্র্যাপ এজ রিওয়াইন্ডিং মেশিন: স্ক্র্যাপ এজ রিওয়াইন্ডিং মেশিন স্ক্র্যাপ এজ তারের স্টোরেজ এবং পরিবহনের সুবিধার্থে উপাদান শিয়ারিংয়ের পরে স্ক্র্যাপ প্রান্তটিকে বান্ডিলে রিওয়াইন্ড করার জন্য ডিস্ক টাইপ সংগ্রহ ডিভাইস গ্রহণ করে, সাধারণত স্ক্রু-টাইপ গাইডিংয়ের সাথে সম্পূরক। ডিভাইস বা ক্যাম লিঙ্কেজ-টাইপ গাইডিং ডিভাইস, যা অসীম পরিবর্তনশীল গতি এবং টেনশন-নিয়ন্ত্রিত মোটর ড্রাইভের ড্রাইভ গ্রহণ করে, জরুরী স্টপ ব্রেকগুলির সাথে সম্পূরক, এবং ম্যানুয়াল আনলোডিং এবং স্বয়ংক্রিয় আনলোডিংয়ের দুটি উপায় রয়েছে।
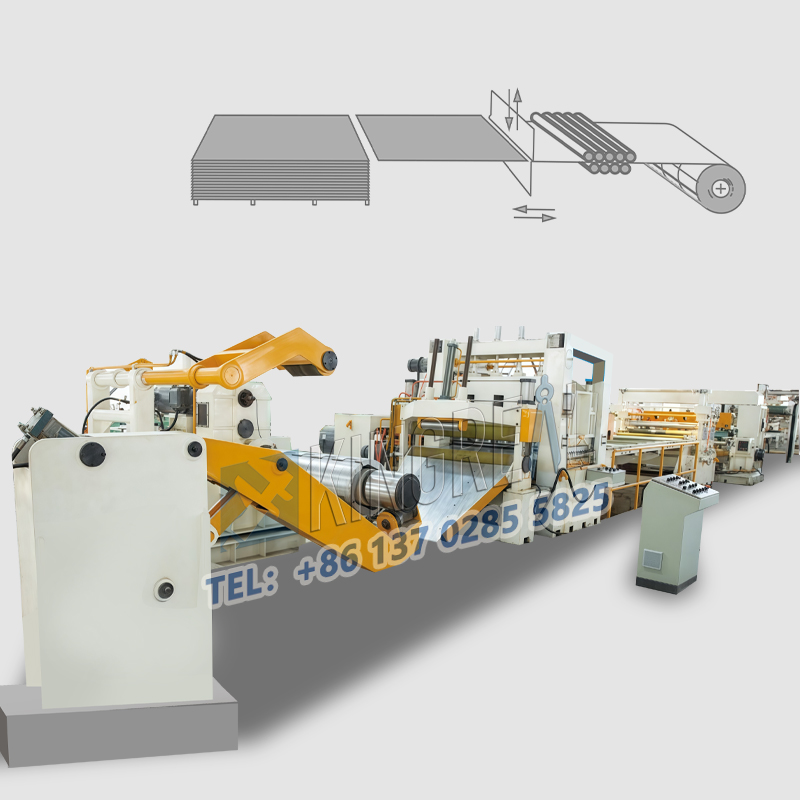
9. ফ্রন্ট সেপারেটিং ডিভাইস: ফ্রন্ট সেপারেটিং ডিভাইস হল টেনশন প্রোডাকশন স্টেশনে প্রবেশের আগে ফিনিশড পণ্যগুলিকে আলাদা করা, যাতে ফিনিশড বেল্টগুলি ক্রস-বেল্ট করা না হয় এবং টেনশনে চেপে স্ট্যাক করা না হয়, সাধারণত দ্বিগুণ আলাদা করে এবং পজিশনিং এবং অ্যান্টি-স্কিপিং বেল্ট প্রেস হুইল, এবং সামনের অংশটি একটি পৃথককারী শ্যাফ্ট গ্রহণ করে যা উত্তোলন এবং নামানো যায়, যাতে এটি প্রেস চাকার কারণে চাপা প্লেটের প্লাস্টিকের বিকৃতি রোধ করতে পারে এবং পৃথককারী শ্যাফ্ট একটি চলমান গাইড রেল গ্রহণ করে। যা বিভাজক শ্যাফ্ট স্লাইডিং দ্বারা সুবিধাজনকভাবে এবং নমনীয়ভাবে টেনে বের করা যেতে পারে, এর জন্য সহায়ক হওয়ার জন্য বিভাজক শ্যাফ্ট চলমান গাইড রেল গ্রহণ করে, যা পার্টিশনের সারি গোষ্ঠীকরণের সুবিধার্থে সহজে এবং নমনীয়ভাবে টানা যায়।
10. প্রাক্তন বিচ্ছেদ ডিভাইস: পূর্বের বিচ্ছেদ ডিভাইসটি হল টেনশন প্রোডাকশন স্টেশনে প্রবেশের আগে সমাপ্ত পণ্যগুলিকে আলাদা করা, যাতে সমাপ্ত পণ্যগুলি উত্তেজনার দ্বারা চেপে গেলে ক্রস-ব্যান্ডেড এবং স্ট্যাক করা না হয় এবং এটি সাধারণত তৈরি করা হয়। দ্বি-গুণ বিচ্ছেদ এবং অবস্থান এবং অ্যান্টি-স্কিপিং বেল্ট প্রেস হুইলগুলির, এবং পূর্ববর্তী বিভাগটি একটি পৃথককারী শ্যাফ্ট গ্রহণ করে যা উত্তোলন এবং নামানো যায়, যা প্রেস চাকার কারণে চাপা প্লেটের প্লাস্টিকের বিকৃতি রোধ করে এবং পৃথককারী শ্যাফ্ট গ্রহণ করে। একটি চলমান গাইড রেল, যা বিচ্ছিন্ন শ্যাফ্ট স্লাইডিং দ্বারা সুবিধাজনকভাবে এবং নমনীয়ভাবে টেনে বের করা যেতে পারে, যাতে সুবিধার্থে বিভাজনকারী শ্যাফ্ট চলমান গাইড রেল গ্রহণ করে, যাতে পৃথকীকরণের সারি গোষ্ঠীকরণের সুবিধার্থে পৃথককারী শ্যাফ্টটি নমনীয়ভাবে এবং সুবিধাজনকভাবে টেনে আনা যায়। শীট
11. টেনশন জেনারেটিং স্টেশন: টেনশন জেনারেটিং স্টেশনটি প্লেট টেনশন স্টেশন, বেল্ট টেনশন স্টেশন এবং রোলার টেনশন স্টেশনে বিভক্ত, যা সাধারণত উত্তেজনা তৈরির ফাংশন অর্জনের জন্য চাপ উত্তোলন এবং কম করার জন্য সামঞ্জস্যযোগ্য হাইড্রোলিক চাপ গ্রহণ করে, যখন বেল্টের ধরন এবং রোলার টাইপ উত্তেজনা তৈরি করতে স্লাইডিং ঘর্ষণ প্রতিরোধকে গ্রহণ করে।
13. রিওয়াইন্ডিং মেশিন: রিওয়াইন্ডিং মেশিন, যা ফিনিশড প্রোডাক্ট রিওয়াইন্ডিং মেশিন নামেও পরিচিত, এটি হল স্প্লিট-শিয়ার ফিনিশড প্রোডাক্ট যা ইকুইপমেন্টের একটি রোলে রিওয়াইন্ড করা হয়, রিওয়াইন্ডিং ড্রাম আপস অ্যান্ড ডাউন স্ট্রাকচার হতে পারে, যাতে ফিনিশড প্রোডাক্ট মসৃণ প্রত্যাহার করা যায়। বেল্টের ছেদ, স্ট্যাক করা বেল্ট এবং রোল ফ্ল্যাটের সমাপ্ত পণ্যের সমাপ্তি, হাইড্রোলিক উত্তোলন, সমাপ্ত পণ্যে কাউন্টারব্যালেন্স ভালভ দ্বারা পরিপূরক আরও এবং আরও বড় স্বয়ংক্রিয়ভাবে ভারসাম্যহীন হতে পারে। হাইড্রোলিকভাবে চালিত পুশ প্লেট ডিভাইসের উত্থান, সমাপ্ত পণ্যটি ড্রাম থেকে নেওয়া হবে পুশ প্লেট ডিভাইসটি হাইড্রোলিকভাবে টেক-আপ রিল থেকে সমাপ্ত টেপটিকে মসৃণভাবে পুশ করার জন্য চালিত হয়। ভারী রোল সংগ্রহ করার সময়, অক্জিলিয়ারী সমর্থন ডিভাইস ব্যবহার করা হয়। ড্রাইভ মোটর একটি ধ্রুবক শক্তির মোটর দ্বারা চালিত হয় তা নিশ্চিত করার জন্য যে উপাদানের বড় রোলগুলি ঘুরানোর সময় বায়ু শক্তি বজায় থাকে এবং টেপটি টাওয়ার না হয় তা নিশ্চিত করতে। একটি দ্রুত ব্রেকিং ব্রেক বেল্টটিকে ছুরি টানতে বাধা দেয়।