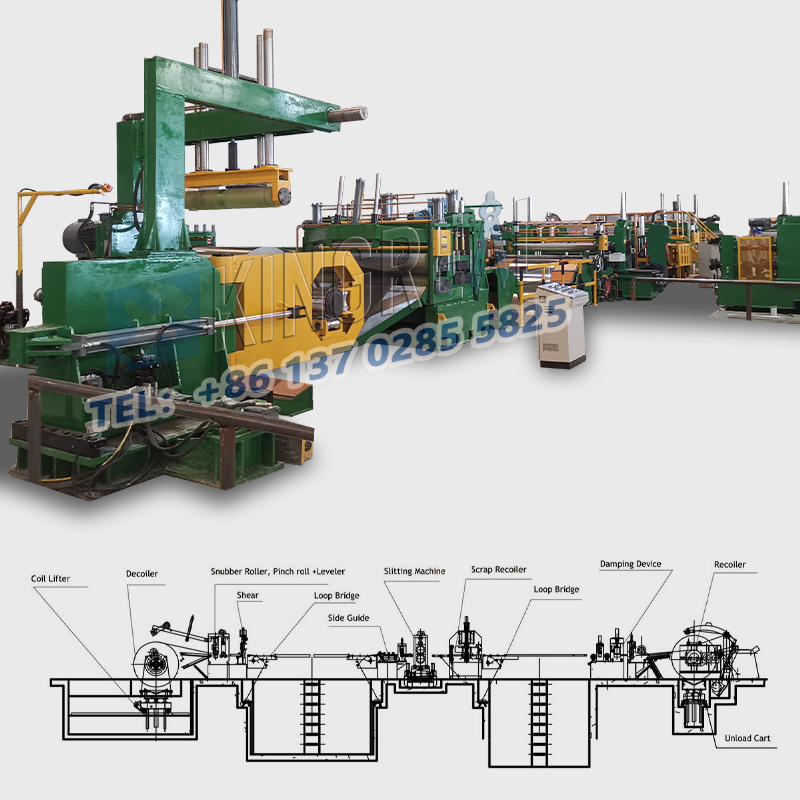
আধুনিক উৎপাদনে,ধাতু স্লিটিং মেশিনএবংকুণ্ডলী দৈর্ঘ্য লাইন কাটাইস্পাত, নির্মাণ, স্বয়ংচালিত, এবং বৈদ্যুতিক যন্ত্রপাতির মতো শিল্পে ব্যাপকভাবে ব্যবহৃত ধাতব সামগ্রীর অনুদৈর্ঘ্য এবং তির্যক কাটার মূল সরঞ্জাম। মেটাল স্লিটিং মেশিন কেনার সময় এবং দৈর্ঘ্যের লাইনে কাটা কুণ্ডলী, ব্যবহারকারীদের সবচেয়ে উপযুক্ত সরঞ্জাম চয়ন করার জন্য তাদের নিজস্ব চাহিদা এবং প্রকৃত অবস্থা সম্পূর্ণরূপে বিবেচনা করতে হবে। এই নিবন্ধটি ধাতব প্রক্রিয়াকরণ শিল্পকে দক্ষ, সুনির্দিষ্ট, এবং বুদ্ধিমান উত্পাদন অর্জনে সহায়তা করার জন্য ধাতব স্লিটিং মেশিন এবং দৈর্ঘ্যের লাইনে কয়েল কাটা নির্বাচন করার সময় বিবেচনা করার বিষয়গুলির বিশদ বিবরণ দেবে।
1. উপাদানের বেধের উপর ভিত্তি করে মেটাল স্লিটিং মেশিনের প্রকার নির্বাচন করা
ক্রয় করার সময় কধাতু স্লিটিং মেশিন, উপাদান বেধ একটি মূল ফ্যাক্টর. উপাদান বেধ উপর ভিত্তি করে ধাতু slitting মেশিন বিভিন্ন ধরনের নির্বাচন করা যেতে পারে.
1.1 পাতলা উপাদান (0.2 ~ 3 মিমি)
প্রযোজ্য মডেল: হালকা গেজ স্লিটিং মেশিন
মূল প্রয়োজনীয়তা:
উচ্চ-নির্ভুল নির্দেশিকা: সঠিক এবং সামঞ্জস্যপূর্ণ কাটিং নিশ্চিত করতে গাইডিং নির্ভুলতা অবশ্যই ±0.01 মিমি পর্যন্ত পৌঁছাতে হবে।
নিম্ন টেনশন কন্ট্রোল: পাতলা উপাদানগুলি প্রক্রিয়াকরণের সময় প্রসার্য বিকৃতির ঝুঁকিতে থাকে, তাই উপাদানের বিকৃতি রোধ করার জন্য একটি কার্যকর উত্তেজনা নিয়ন্ত্রণ ব্যবস্থা প্রয়োজন।
পাতলা ব্লেড: উপাদানের ক্ষতি কমাতে ব্লেডের বেধ 0.3~0.8mm এর মধ্যে হওয়া উচিত। একটি ধাতব স্লিটিং মেশিনের মূল তার নির্দেশক নির্ভুলতা এবং উত্তেজনা নিয়ন্ত্রণের মধ্যে রয়েছে। এই ধাতব স্লিটিং মেশিনগুলি সাধারণত কাটিং প্রক্রিয়ার সময় উপাদানের স্থিতিশীলতা নিশ্চিত করতে উন্নত টেনশন কন্ট্রোল সিস্টেমের সাথে সজ্জিত থাকে।
1.2 মাঝারি উপাদান (3.0 ~ 6.0 মিমি)
প্রযোজ্য মডেল: মাঝারি গেজ স্লিটিং মেশিন
মূল প্রয়োজনীয়তা:
স্থিতিশীল টেনশন কন্ট্রোল: উপাদান কাটার গুণমান নিশ্চিত করতে টেনশন নিয়ন্ত্রণের সঠিকতা অবশ্যই ±2%~5% এর মধ্যে হতে হবে।
উচ্চ-শক্তির টুল হোল্ডার: টুল ধারককে কার্যকরভাবে টুল শ্যাফ্ট বিকৃতি প্রতিরোধ করতে এবং সামগ্রিক মেশিনের স্থিতিশীলতা উন্নত করতে উচ্চ শক্তি থাকতে হবে।
ঐচ্ছিক স্বয়ংক্রিয় গ্রাইন্ডিং সিস্টেম: এই বৈশিষ্ট্যটি ব্লেডের জীবনকে প্রসারিত করে, টুল প্রতিস্থাপনের ফ্রিকোয়েন্সি হ্রাস করে এবং উৎপাদন খরচ বাঁচায়।
মাঝারি গেজ স্লিটিং মেশিনগুলিকে মাঝারি-বেধের উপকরণগুলির কাটিয়া প্রয়োজনীয়তা মেটাতে উপাদানের স্থায়িত্ব এবং সরঞ্জামের স্থায়িত্বের ভারসাম্য বজায় রাখতে হবে।
1.3 পুরু উপাদান (6.0 ~ 16.0 মিমি)
প্রযোজ্য মডেল: ভারী গেজ স্লিটিং মেশিন
মূল প্রয়োজনীয়তা:
উচ্চ-দৃঢ়তা ফ্রেম: একটি ঢালাই লোহা বা ঢালাই চাঙ্গা ফ্রেম মোটা উপকরণ কাটা যখন মেশিন শরীরের স্থায়িত্ব নিশ্চিত করতে ব্যবহার করা হয়.
উচ্চ-শক্তির মোটর: ধাতব স্লিটিং মেশিনে পুরু উপাদানগুলি প্রক্রিয়া করার জন্য পর্যাপ্ত শিয়ারিং বল রয়েছে তা নিশ্চিত করে।
পরিধান-প্রতিরোধী কার্বাইড ব্লেড: পরিধান-প্রতিরোধী ব্লেডগুলি উচ্চ লোডের অধীনে তীক্ষ্ণতা বজায় রাখে, ফলক পরিবর্তনের ফ্রিকোয়েন্সি হ্রাস করে।
একটি ধাতব স্লিটিং মেশিন নির্বাচন করার সময়, উপাদানের বেধ বিবেচনা করা মসৃণ সরঞ্জাম অপারেশন নিশ্চিত করার জন্য মৌলিক। বিভিন্ন উপাদানের বেধের জন্য উপযুক্ত ধাতু স্লিটিং মেশিনের ধরন নির্বাচন করা উল্লেখযোগ্যভাবে উত্পাদন দক্ষতা উন্নত করতে পারে।
2. উত্তেজনা নিয়ন্ত্রণ পদ্ধতির তুলনা
টেনশন নিয়ন্ত্রণ স্লিটিং প্রক্রিয়ার একটি গুরুত্বপূর্ণ ফ্যাক্টর। বিভিন্ন উত্তেজনা নিয়ন্ত্রণ পদ্ধতি বিভিন্ন প্রক্রিয়াকরণ পরিস্থিতির জন্য উপযুক্ত; ব্যবহারকারীদের তাদের প্রকৃত চাহিদা অনুযায়ী নির্বাচন করতে হবে।
|
টেনশন কন্ট্রোল টাইপ |
যথার্থতা |
প্রযোজ্য পরিস্থিতি |
সুবিধা এবং অসুবিধা |
| যান্ত্রিক উত্তেজনা |
±10% |
কম গতি, কম খরচের প্রয়োজনীয়তা |
কম দাম √ ওঠানামা প্রবণ × |
| হাইড্রোলিক টেনশন |
±5% |
মাঝারি-পুরু স্ট্যান্ডার্ড স্লিটিং |
ভাল স্থিতিশীলতা √ উচ্চ শক্তি খরচ × |
| সার্ভো ক্লোজড-লুপ টেনশন |
±1% |
উচ্চ নির্ভুলতা পাতলা প্লেট slitting |
দ্রুত প্রতিক্রিয়া এবং শক্তি সঞ্চয় √ উচ্চ খরচ × |
| ম্যাগনেটিক পাউডার ব্রেকিং টেনশন |
±3% |
মাঝারি-গতির স্লিটিং (তামা এবং অ্যালুমিনিয়াম প্রক্রিয়াকরণ) |
সহজ সমন্বয় √ উচ্চ তাপ উৎপাদন × |
3. ব্লেড নির্বাচন এবং জীবন অপ্টিমাইজেশান
ব্লেড একটি গুরুত্বপূর্ণ উপাদানধাতু স্লিটিং মেশিন, এবং তাদের নির্বাচন সরাসরি ফলাফল এবং উপাদান ক্ষতি কাটা প্রভাবিত করে.
3.1 ফলক উপাদান তুলনা
|
উপাদান |
প্রযোজ্য উপকরণ |
জীবনকাল |
খরচ |
| উচ্চ গতির ইস্পাত (HSS) |
সাধারণ ইস্পাত, অ্যালুমিনিয়াম |
মাঝারি |
কম |
| শক্ত খাদ (টংস্টেন ইস্পাত) |
স্টেইনলেস স্টিল, সিলিকন স্টিল |
লম্বা |
উচ্চ |
| সিরামিক লেপা ব্লেড |
উচ্চ নির্ভুলতা পাতলা প্লেট |
দীর্ঘতর |
উচ্চতর |
3.2 ব্লেডের আয়ু বাড়ানোর জন্য 5 টিপস
নিয়মিত নাকাল: একটি তীক্ষ্ণ কাটিং প্রান্ত নিশ্চিত করতে প্রতি 8 ঘন্টা পর পর ব্লেডগুলি পরীক্ষা করে পিষে নেওয়ার পরামর্শ দেওয়া হয়।
যুক্তিসঙ্গত ওভারল্যাপ: মসৃণ কাটা নিশ্চিত করতে ওভারল্যাপটি সাধারণত উপাদানের বেধের 10%~15% এ সেট করা হয়।
তৈলাক্তকরণ এবং শীতলকরণ: কাটার সময় লুব্রিকেটিং তেল ব্যবহার তাপীয় চাপের কারণে বিকৃতি হ্রাস করে।
ওভারলোডিং এড়িয়ে চলুন: সরঞ্জাম ওভারলোডিং এড়াতে যুক্তিসঙ্গতভাবে কাটার গতি এবং উপাদানের বেধ নিয়ন্ত্রণ করুন।
একটি স্বয়ংক্রিয় টুল সেটিং সিস্টেম ব্যবহার করুন: স্বয়ংক্রিয় টুল সেটিং মানুষের ত্রুটি হ্রাস করে এবং সঠিকতা উন্নত করে।
1. প্রক্রিয়াকরণ প্রয়োজনীয়তা সংজ্ঞায়িত করুন
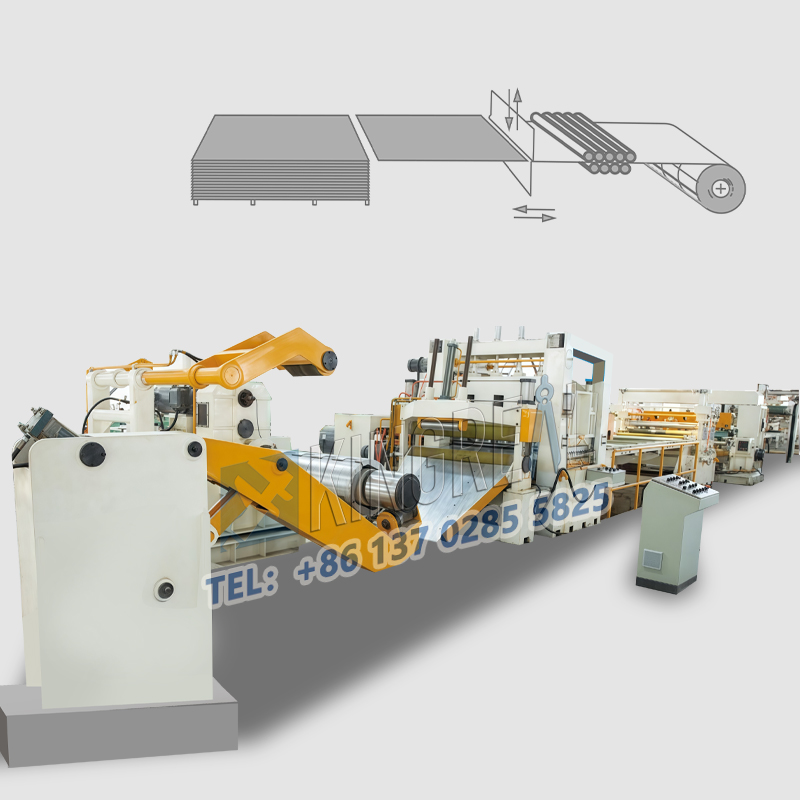
ক্রয় করার সময় ককুণ্ডলী দৈর্ঘ্য লাইন কাটা, প্রথমে আপনার প্রসেসিং প্রয়োজনীয়তা সংজ্ঞায়িত করুন, যার মধ্যে উপাদানের ধরন, স্পেসিফিকেশন এবং উৎপাদন দক্ষতা রয়েছে।
1.1 উপাদানের ধরন এবং স্পেসিফিকেশন:
ব্যবহারকারীদের প্রক্রিয়াকরণ করা উপাদানের ধরণ (যেমন, সিলিকন স্টিল, কার্বন ইস্পাত, স্টেইনলেস স্টিল, ইত্যাদি) এবং এর বেধ এবং প্রস্থের পরিসীমা নিশ্চিত করতে হবে যাতে নির্বাচিত কয়েল দৈর্ঘ্যের লাইনে কেটে প্রয়োজনীয় উপাদানের বৈশিষ্ট্যগুলিকে কভার করতে পারে এবং সম্প্রসারণের জন্য কিছু জায়গা ছেড়ে দিতে পারে। যেমন:
দৈর্ঘ্যের লাইনে হালকা গেজ কাটা: 0.2-3 মিমি পুরুত্ব সহ উপকরণ শিয়ারিংয়ের জন্য উপযুক্ত।
দৈর্ঘ্যের লাইনে মাঝারি গেজ কাটা: 0.3-6 মিমি পুরুত্ব সহ উপকরণ শিয়ারিংয়ের জন্য উপযুক্ত।
দৈর্ঘ্যের লাইনে ভারী গেজ কাটা: 6-25 মিমি পুরুত্ব সহ উপকরণ শিয়ারিংয়ের জন্য উপযুক্ত।
1.2 উৎপাদন দক্ষতার প্রয়োজনীয়তা
উৎপাদন স্কেল এবং আউটপুট প্রয়োজনীয়তার উপর ভিত্তি করে, একটি উপযুক্ত শিয়ারিং গতি এবং অটোমেশন ডিগ্রী নির্বাচন করুন। বড়-ভলিউম উত্পাদনের জন্য, একটি উচ্চ-গতির মডেল সুপারিশ করা হয়; উচ্চ নির্ভুলতা প্রয়োজনীয়তা কিন্তু ছোট উত্পাদন ব্যাচ জন্য, একটি কম গতি, উচ্চ নির্ভুলতা মডেল আরো উপযুক্ত.
2. মূল কর্মক্ষমতা পরামিতিগুলিতে ফোকাস করুন
2.1 টুলিং সিস্টেম
টুলের উপাদান, যেমন সিমেন্টেড কার্বাইড বা উচ্চ-গতির ইস্পাত, মেশিনের সঠিকতা এবং স্থায়িত্বকে প্রভাবিত করবে। সাধারণত, কাটিং এজ নির্ভুলতা যত বেশি হবে, তত ভাল, সাধারণত ±0.01 মিমি-এর মধ্যে। তদ্ব্যতীত, সরঞ্জাম প্রতিস্থাপনের সহজতা এবং খরচ বিবেচনা করা উচিত; একটি টুলিং সিস্টেম যা দ্রুত প্রতিস্থাপনের জন্য অনুমতি দেয় ডাউনটাইম কমাতে পছন্দ করা উচিত।
2.2 ট্রান্সমিশন পদ্ধতি
এর সংক্রমণ পদ্ধতিকুণ্ডলী দৈর্ঘ্য লাইন কাটাএছাড়াও একটি মূল সূচক। সার্ভো মোটর-চালিত মডেলগুলি সাধারণত উচ্চ নির্ভুলতা এবং কম শব্দ দেয়, পাতলা প্লেট এবং নির্ভুল যন্ত্রের জন্য উপযুক্ত; যখন হাইড্রোলিকভাবে চালিত মডেলগুলি আরও শক্তিশালী আউটপুট প্রদান করে এবং পুরু প্লেট শিয়ারিং অপারেশনের জন্য উপযুক্ত।
2.3 অবস্থান নির্ভুলতা
অবস্থান নির্ভুলতা সরাসরি কাটার সোজাতা এবং মাত্রিক সামঞ্জস্যকে প্রভাবিত করে। দক্ষ এবং স্থিতিশীল উত্পাদন নিশ্চিত করার জন্য ≤±0.02mm এর পুনরাবৃত্তিযোগ্যতা নির্ভুলতা বাঞ্ছনীয়।
2.4 নিয়ন্ত্রণ ব্যবস্থা
সুপরিচিত ব্র্যান্ড (যেমন সিমেন্স) থেকে নিয়ন্ত্রণ ব্যবস্থাকে অগ্রাধিকার দিন। তাদের ব্যবহারকারী-বান্ধব ইন্টারফেস CAD আমদানি বা কাস্টম প্রোগ্রামিংকে সমর্থন করে, তাদের ব্যবহারে আরও সুবিধাজনক করে তোলে এবং কার্যকরভাবে উত্পাদন দক্ষতা উন্নত করে।
3. নিরাপত্তা এবং রক্ষণাবেক্ষণ বিবেচনা
3.1 নিরাপত্তা কনফিগারেশন
নিশ্চিত করুনকুণ্ডলী দৈর্ঘ্য লাইন কাটাঅপারেটরের নিরাপত্তা নিশ্চিত করতে ফটোইলেকট্রিক সুরক্ষা ডিভাইস, জরুরি স্টপ বোতাম এবং সম্পূর্ণরূপে আবদ্ধ প্রতিরক্ষামূলক কভার দিয়ে সজ্জিত। এই নিরাপত্তা বৈশিষ্ট্যগুলি শুধুমাত্র দুর্ঘটনার ঝুঁকি কমায় না বরং প্রাসঙ্গিক শিল্প সুরক্ষা মানগুলিও মেনে চলে।
3.2 রক্ষণাবেক্ষণের সহজলভ্যতা
ব্যবহারকারীদের কয়েল কাটা থেকে দৈর্ঘ্যের লাইন রক্ষণাবেক্ষণের সহজতা বিবেচনা করা উচিত, যার মধ্যে লুব্রিকেশন সিস্টেম পরীক্ষা করার সহজতা, টুল প্রতিস্থাপনের সহজতা এবং দৈর্ঘ্যের লাইনের স্ট্রাকচারাল ডিজাইনে কয়েল কাটা দৈনন্দিন রক্ষণাবেক্ষণ এবং মেরামতের সুবিধা দেয় কিনা। তদ্ব্যতীত, প্রস্তুতকারক দুর্বল অংশগুলির জন্য দীর্ঘমেয়াদী সরবরাহ সহায়তা প্রদান করে কিনা তা বোঝাও গুরুত্বপূর্ণ।
4. বিক্রয়োত্তর পরিষেবা
দীর্ঘমেয়াদী স্থিতিশীল অপারেশন নিশ্চিত করার জন্য ব্যাপক বিক্রয়োত্তর পরিষেবা প্রদান করে এমন একটি প্রস্তুতকারক নির্বাচন করা অপরিহার্যকুণ্ডলী দৈর্ঘ্য লাইন কাটা. ভাল বিক্রয়োত্তর পরিষেবাতে ইনস্টলেশন এবং কমিশনিং, অপারেশন প্রশিক্ষণ, দৈর্ঘ্যের লাইনের সমস্যা সমাধানে কয়েল কাটা এবং ব্যবহারকারীদের ব্যবহারের সময় বিভিন্ন সমস্যা সমাধানে সহায়তা করার জন্য খুচরা যন্ত্রাংশ সরবরাহ অন্তর্ভুক্ত করা উচিত।
5. অন-সাইট ট্রায়াল এবং যাচাইকরণ
দৈর্ঘ্যের লাইনে একটি কুণ্ডলী কাটা নির্বাচন করার সময়, সাইটে ট্রায়ালের সুপারিশ করা হয়। দৈর্ঘ্যের লাইনে কাটা কয়েলের শিয়ারিং গুণমানকে দৃশ্যত মূল্যায়ন করতে প্রক্রিয়াজাত নমুনা সরবরাহ করার জন্য সরবরাহকারীকে অনুরোধ করুন। এর মধ্যে রয়েছে কাটার burrs, ঋজুতা, এবং মাত্রিক নির্ভুলতা, যা সরাসরি চূড়ান্ত পণ্যের গুণমানকে প্রভাবিত করে।
এই বিষয়গুলিকে পুঙ্খানুপুঙ্খভাবে বোঝার এবং আয়ত্ত করে, ব্যবহারকারীরা মেটাল প্রক্রিয়াকরণ ক্ষেত্রে দক্ষ, সুনির্দিষ্ট এবং বুদ্ধিমান উত্পাদন অর্জন করতে পারে। যদি আপনি সম্পর্কে নির্দিষ্ট প্রয়োজন আছেধাতু স্লিটিং মেশিনএবংকুণ্ডলী দৈর্ঘ্য লাইন কাটা, অনুগ্রহ করে নির্দ্বিধায় কিংরিয়েল স্টিল স্লিটারের সাথে যোগাযোগ করুন। আমরা আপনাকে পেশাদার পরিষেবা এবং সহায়তা প্রদান করব!